【关键词】锻造扭转疲劳流线
0引言
某传动零件前期设计完成后,在道路试验场进行耐久性测试,但试验只进行到58.5%时就发生了断裂问题。断裂零件照片如图1所示。该零件主要由锻造加工成型,材质为中碳钢。

1试验与分析
1.1断口分析
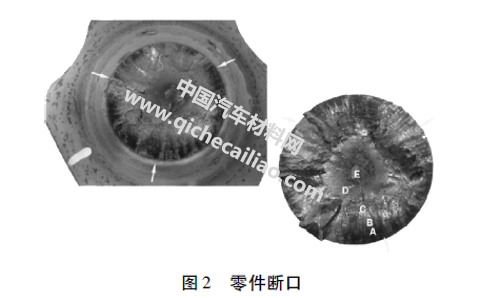
断口位于零件上的过渡角处,此处本身就有结构上的应力集中。两匹配断口低倍形貌如图2所示,此断面分为4部分:边缘为3块光滑部分,中心为1块大三角形部分,与零件构造有关。边缘3部分为先开裂部分,中心三角形为最后断裂区,裂源位于边缘,为了描述方便按断面先后断裂次序分为A、B、C、D及E区。
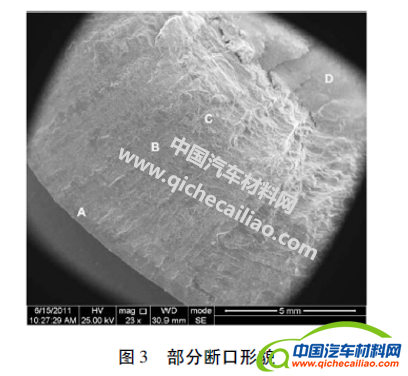
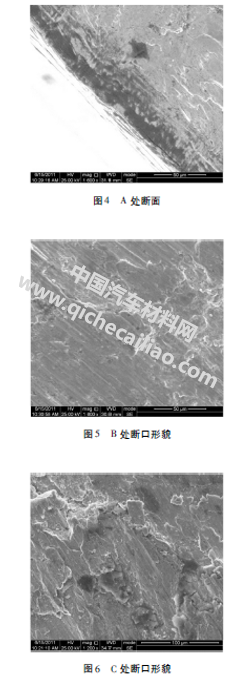
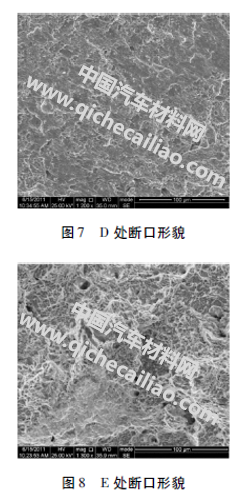
部分断口低倍形貌如图3所示,A区断面形貌如图4所示,断面有条纹及表面有裂纹;B、C区断面形貌如图5、图6所示,仅可见因受力而形成的纹路,显微结构则被磨光;D区断面形貌如图7所示,可见断面呈方向性韧窝;E区断面形貌如图8所示呈等轴韧窝。
综上分析判断断裂模式为:在过渡角表面多点起裂的扭转疲劳断裂(起裂点分布在表面一圈);最后断裂区显示为过载韧性断裂特征,位于断口中心的三角形区域。
1.2表面质量分析
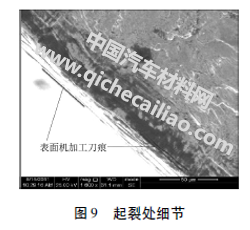
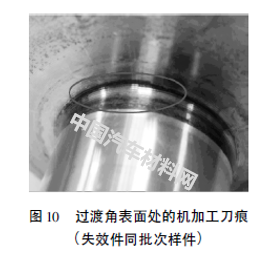
断口分析显示,起裂位置在过渡角表面。对该过渡角处的表面进行观察,发现机加工刀痕较深,且未磨光(如图9、图10所示),容易成为疲劳裂源。
1.3锻造流线分析
对现有工艺的成品(同失效件状态)进行锻造流线的分析发现,流线在过渡角处不连续,有流线在表面开口,这是由于对过渡角的机加工导致流线被切断。对失效件断口处进行纵剖面的显微观察,确实发现了锻造流线在过渡角处不连续,且流线在表面开口,如图11、图12所示。流线开口属于一种表面缺陷,易导致表面疲劳起裂。
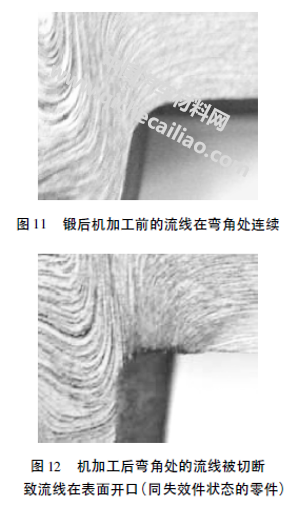
对断口处进行纵剖面显微分析发现,断口的疲劳区起裂于表面开口的流线并沿着流线方向扩展,直至最后断裂区由于应力过载拉断所剩不多的材料。这说明表面开口的流线这一缺陷是导致疲劳断裂的重要原因。通过表面硬化的热处理可改善流线缺陷。
1.4化学成分及夹杂物评测
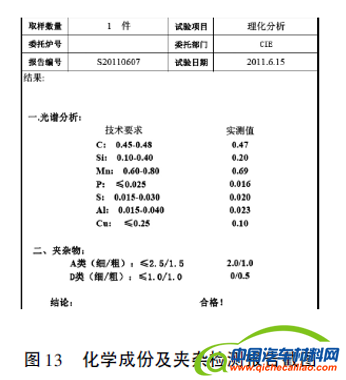
对失效件进行化学成份及夹杂检测,各指标参数符合规范要求(材料属中碳钢),结论为合格,如图13所示。
2分析结论
分析显示断裂模式为:在过渡角表面多点起裂的扭转疲劳断裂(起裂点分布在表面一圈)。引起此处疲劳断裂的原因有:
(1)断口位于过渡角处,此处本身就有结构上的应力集中。
(2)起裂处的表面有较深的机加工刀痕,容易成为疲劳裂源。
(3)锻造流线在过渡角近表面处不连续,有流线开口,导致疲劳裂纹起始于表面并沿着流线方向扩展。
(4)过渡角处的材质未经表面硬化处理,其疲劳强度较低。
3解决措施
基于失效分析的结论,建议采用以下措施解决问题:对过渡角处进行表面淬火硬化,以提高此处的疲劳抗力,同时由于材质组织经过高温相变的重整,减轻甚至消除了流线组织,因而会改善流线缺陷。在采取以上措施的同时,也可在以下方面加以改进:(1)加大过渡角弧度,以减小应力集中;(2)改进机加工进刀参数,或者机加工后研磨表面,以减轻刀痕缺陷。
此零件的服役最大载荷为350Nm扭矩,而在旧款车型上的服役最大载荷稍低为300Nm扭矩,多次执行相同的耐久性试验从未出现断裂问题。这说明,有此流线缺陷的零件仍能满足较高的扭力疲劳寿命要求(这应该是结构设计上的功劳),而导致疲劳失效的扭矩仅高出16.7%,因此只采取过渡角处表面硬化的一项措施应该就能解决问题,且该措施易于实施,几乎不提高成本。
4验证
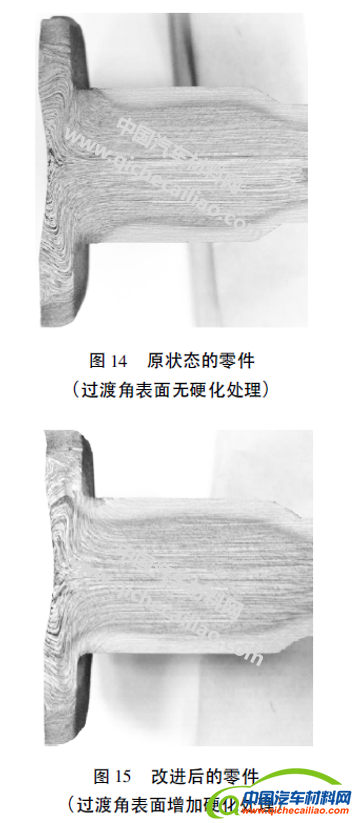
供应商按照上述改进方案重新制造了一批零件。改进前后2种状态零件的表面硬化层和锻造流线样式如图14、图15所示。最后,按改进方案制造的零件通过了设计要求的耐久性试验,保证了该车型的后期开发进度。
5结语
对于有锻造工艺的金属零件,其材质通常会出现锻造流线,当应用于有恶劣的表面疲劳载荷的场合时,如果零件的高应力区有流线不连续、表面开口的缺陷则易导致此处表面萌生疲劳裂源、裂纹沿流线扩展的失效问题。因此需要对此类零件的锻造流线在高应力区表面的连续性进行规定、控制和检验,相关标准可参考SAE/USCAR-8。采取合适的高温热处理措施(如表面硬化、正火、高温退火等),由于材质组织经过高温相变的重整,减轻甚至消除了流线组织,能够改善流线缺陷。
作者:王堂伟 姚汉波 张颖
泛亚汽车技术中心有限公司
泛亚汽车技术中心有限公司