预成型工艺中包括热塑性塑料为基础的系统,将一个热反应性热塑性密封材料应用于尼龙或钢基体,并直接附着于车身结构上。热活性橡胶涂料系统则包括承载层、推针或压敏粘合剂附着层。散装系统则是由双组分聚氨酯或可膨胀泡沫系统组成,其中包括多元醇与亚甲基二苯基二异氰酸酯(MDI)等物质。
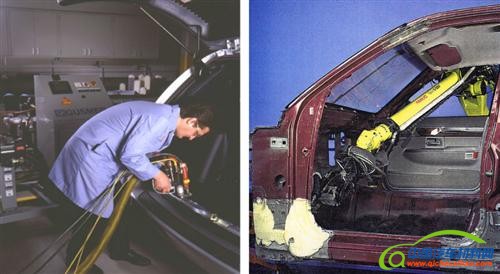
车身结构件注入发泡材料的过程 左:人工喷枪注塑 右:机器喷枪注塑
热塑性塑料挡板设计非常复杂,将应用于打孔基体层的铝材热活性密封材料加工成高度工程化的双射注塑零件,在此过程中,基体层的尼龙材料被注进加工器械中,而密封器则将模具压于基体层之上,这一切都是完全自动化操作。
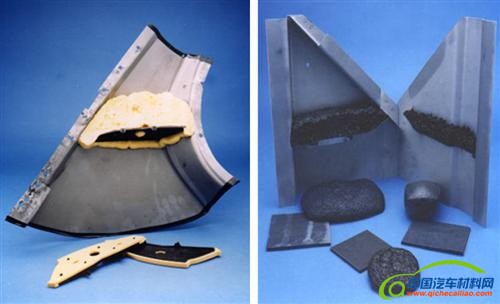
热塑性车门板烘烤前(左)后(右)对比
以橡胶为原材料的典型工艺包括将压敏粘合剂与共挤热活性密封器配合使用,另一种是热活性密封器通过推针挤压直接与白车身接触。这些器件在车身结构金属板总装过程中得到大量使用。密封器和底漆涂料将在涂装车间中的道应用。当车身结构件完成底漆涂装时,则需经过烘箱将底漆烤干固化。在此过程中,膨胀率从几倍到二十倍不等。这些材料主要用于密封车身结构件的横腔体。
在散装体系中拥有一个储物系统,当特定的部件需要使用时被运送进应用工作站。发泡系统在材料经过涂漆和烘烤后派上用处。在发泡过程中,由一个生产线操作员使用喷枪将两个部件粘合,并在车身结构的特定区域利用聚氨酯材料进行填充。这时,车身结构腔体中将会发生放热反应,注入的聚氨酯材料将会膨胀填满空隙,整个过程仅需4秒。在双组分聚氨酯泡沫腔填充系统中,膨胀是一个必要过程。
在低含量亚甲基二苯基二异氰酸酯配方中,其混合比达到24:1,因此无需通风措施。在北美的汽车总装厂中大量运用了这种配方。而目前,更为环保的大豆制品泡沫配方将成为汽车总装过程中的新趋势。
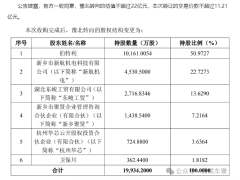
材料性能比较
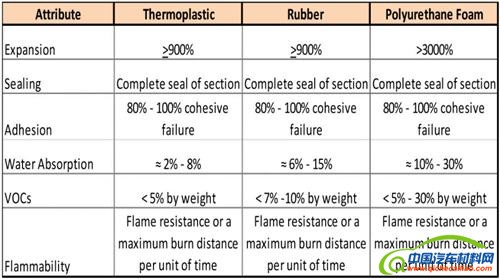
热塑性塑料、橡胶、泡沫材料各项性能参数对比
原始设备制造商对材料的要求和标准各不相同,但他们对于特定的性能参数都有一个相同或类似的标准,比如:膨胀率、附着力、密封性、稳定性、吸水率、挥发性有机物、易燃性和声学性能等。不同的技术应用和加工工艺对于材料的膨胀率要求差别很大。发泡过程提供了更高的膨胀率,不过膨胀率一旦过大,会使车身结构的填充材料过度膨胀,从而给部件造成较大的内部应力。最理想情况是,使用最少量的发泡材料将车身部件空腔填充完整。
粘附性
材料粘附性要求通常要求腔体填充材料电沉积涂料80-100%的内聚破坏率。此外,材料在进行修复过程中只可发生微弱的萎缩现象。预成型和散装技术在这方面的性能类似。
吸水率
吸水率是空腔填充技术的一个关键指标,特别在车身下方区域进行结构件填充时。长期与水接触将会导致材料腐蚀。热塑性挡板的吸水率最低,接下来是橡胶挡板,而发泡系统的吸水率最高。
噪声
目前有许多方法用来评估填充材料的声学性能。通过在白车身上选取一段材料(例如B柱部分),就可进行组件级降噪测试,该类测试一般采用SAE J2846标准。该标准包含两个不同横截面尺寸的部件,分别为75×75×250 毫米和150×150×250毫米。
根据J2846标准,声波频率低于800赫兹时,将受到截面通道共振的影响,不过实际应用时并不能过分依赖理论数据。试验表明,在1,000-1,600声波频率环境下,大块泡沫配方挡板要优于预成型挡板,而随着频率上升,后者的性能有明显下降,同时,预成型挡板在中-高声波频带范围内将发出较大的噪声。根据该实验结果,研究者推断:更大质量和厚度的泡沫材料在1,000-1,600赫兹频率内的声学效率非常高,同时由于其刚度较高,在更高频段的声波范围内,其性能相比预成型挡板就反而差。
技术应用
汽车市场上,无论挡板还是泡沫技术都有大量运用。在许多情况下,车身结构设计在不断变化以更好地适用于车身密封。一些制造商在烘烤涂漆温度不够时采用大量泡沫材料以激活密封器。然而,一种能够满足相同性能要求的低温预成型挡板目前正处于开发阶段。
在车身结构较下方位置,结构通常会非常复杂,因此,相比高度工程化的大块泡沫材料,成本更低的预成型挡板将是制造商们的首选解决方案。