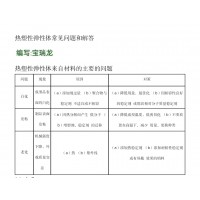
TPV.TPE注塑成型的收缩率分析
根据热胀冷缩的原理,大多数材料包括金属,非金属材料(如塑料)等都存在不同程度的收缩(也称缩水)。对于塑料材料而言,掌握其缩水率是必要的,因为它关系到产品尺寸及模具开发设计。 不同塑料的的缩水率大小有差异,TPE类热塑性弹性体缩水率如下:
tPES(tPE,tpr):缩水率1.0~1.5%,石粉填充量对缩水率有较大影响,低硬度材料缩水相对较大;
tpv:缩水率1.2~1.6%,石粉填充量对缩水率有影响;
tpu:缩水率0.6~1.1%,低硬度材料缩水相对大些;
软PVC,缩水率0.8~1.1%,硬度降低,缩水会增大。
TPE通常指的是SEBS,SBS基材的共混改性类弹性体。这类TPE,一般收缩率在1.2~1.4%。实色的TPE收缩率小于透明的TPE。超软硬度的TPE,收缩率较大。 其他相关材料收缩率 TPU 0.8~1.2% TPEE 0.6~1.0% TPV 1.2~1.5% TPO 1.8~2%。
金发:TPV65~72A 收缩比(1.2~1.4)%
TPE材料成型时缩水相关问题的控制
在实际加工成型时,有时会出现缩水或缺胶等问题。导致制品出现缩水缺胶的原因,主要有以下两点:
1.制品充填不满,保压不足
制品未充满模腔,在冷却后,因为材料的收缩,出现缺胶,需适当延长保压时间。尤其是对于一些厚胶位或者长宽比较大的一些制品,长度方向会存在应力拉伸收缩,此时更应注意延长保压。
2.模腔排气不好,模腔形成内压导致熔胶无法充满模腔,导致制品缺胶。这类缺胶原因跟缩水其实没有多大关系。
如果在模具设计好后,发现做出来的制品尺寸比要求的有偏差(偏大或偏小),如果偏差数值不是很大,可以选用其他不同缩水率的材料,以校正产品尺寸的偏差。