与钢焊接相比,铝焊接生产中遇到的难题包括:因厚度和成分不断变化而快速形成的氧化层,高导电性和导热性,电阻率随温度的变化而小幅增加,塑性范围窄,低熔点和高热膨胀系数等等。经俄亥俄州立大学Menachem Kimchi的许可,该摘要为那些希望深入了解它们之间性能差异的人做一个阐述,摘要来自Kimchi和David Philips的新书《汽车工业中的电阻点焊基础和应用》。
1. 导热性和电阻率
电阻点焊工艺是汽车工业中使用的主要工艺之一,最适用于金属合金,例如钢的导电性和导热性比用于焊接的铜基电极低得多。低电导率(或高电阻率)易于I2R加热,低导热率意味着从焊核区域提取热量更慢。热量提取需要的时间越长,焊接越坚固。如图1所示,钢材具有非常高的电阻率,因此非常适合这种焊接工艺。
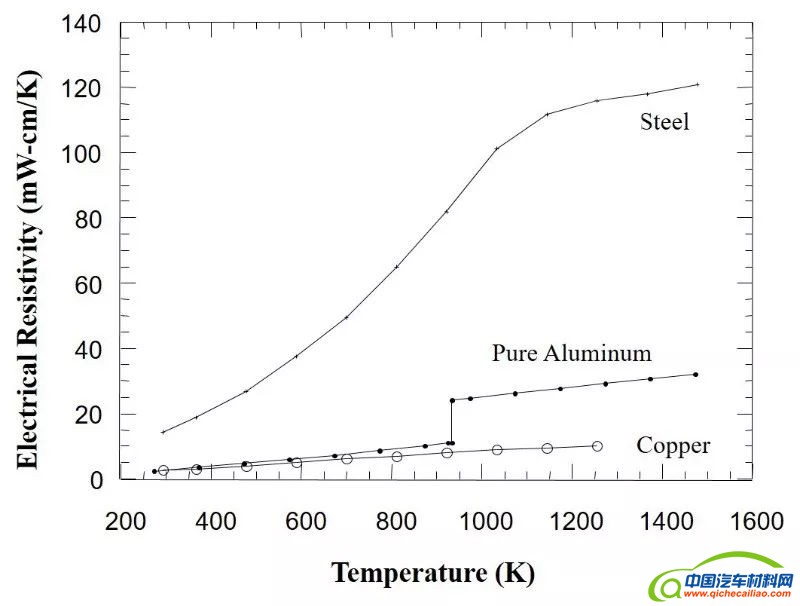
图1:钢和铝的电导率(和铜电极相比)
铝表现出与铜相近的导电性和导热性,这是促成这种金属较难点焊的另外两个原因,因此需要更高的电流,更短的时间。根据铝焊接电流和时间的经验法则,铝焊接温度大约是当前温度的三倍,是钢焊接加工时间的三分之一。由于需要更高的电流,现有设备还不能用于铝焊接的生产。
2. 金属的塑性范围
金属的塑性范围可大致定义为低于其熔化温度的范围,在此温度下金属表现出明显的软化现象。点焊的重要性在于更大的塑性范围将会在焊缝周围产生更大的软化区域。该区域伴随着电极压力,能够有效地“密封”熔体焊缝熔核的快速膨胀(熔化时金属表现出的体积膨胀),并防止它从焊接区域喷出(排出)。如图2所示,铝的典型塑性范围明显小于钢。图中还包括一条随机加热线,用以说明狭窄的塑料范围不仅减小了熔核周围“密封”的宽度,而且还表明,能产生良好焊接工艺的焊接时间将会受到限制。总之,铝合金的塑料范围窄,熔化温度低,意味着良好焊接和避免熔体排出的工艺窗口非常小。
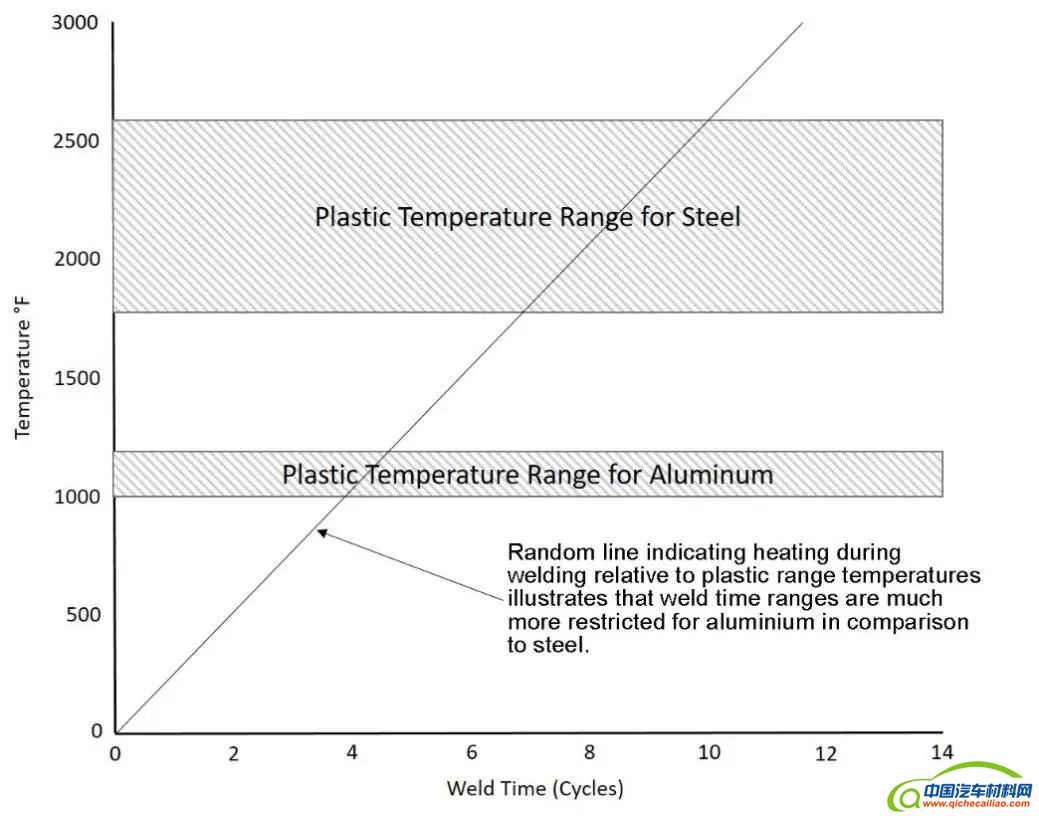
图2:钢和铝的典型塑性变化范围对比图
3. 动态电阻
如图3所示,铝的动态电阻曲线和钢的动态电阻曲线完全不同。导致这种巨大差异的原因有两个:
(1)铝表面的氧化物
(2)铝的电阻率随温度的变化很小
(2)铝的电阻率随温度的变化很小
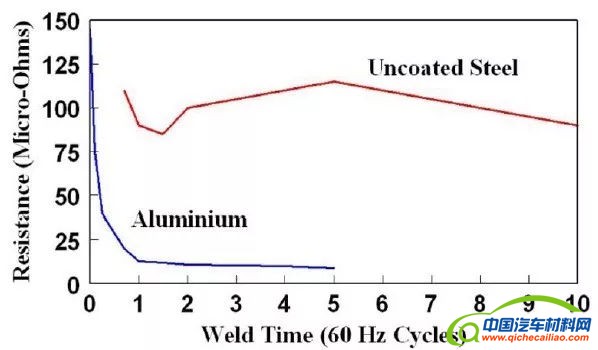
图3:钢和铝的动态电阻曲线对比图
开始通电时,由于具有氧化物层,因此电阻非常高(该氧化层的电阻率比铝高得多)。因此增加了初始排出的可能性并且还会导致电极发热明显。随着电阻的迅速下降,氧化层会迅速分解,使电流更容易通过。但是,与钢的动态阻力曲线相比,循环后期的阻力没有明显增加。其原因是:与钢同时使用时,铝的电阻率随着温度的升高只略微增加。这种差异表示,利用电阻率的快速增加,加速点焊熔核生长的机会有限,这与钢的情况一致。
4. 热膨胀系数
铝的热膨胀系数大约是钢的三倍。这导致加热时金属的体积膨胀更大,并随后在冷却时收缩更厉害。其后果不仅是熔体排出的可能性更大,而且还会造成焊接不连续性,例如孔隙和凝固开裂。这可能要求低惯性、快速的“后续”焊接,从而能够在熔体膨胀和收缩区域快速运动时保证力的一致性,导致设备和费用随之增加。
5. 铝氧化层
如前面所讨论的,铝迅速形成了一个十分紧密氧化物层。高电阻氧化物层的好处在于它显着增加了被焊接片材之间的接触电阻。但是因为它暴露在环境中并且自然发生,因此保持一致的氧化层厚度是困难的。由于氧化层的形成不一致,这会导致焊缝不一致。
另一方面,如果在焊接之前立即通过机械(例如研磨)或化学(例如酸洗和随后的转化处理)方法使氧化层显着减少,则需要极高的电流,这将促进电极粘附并加速磨损。
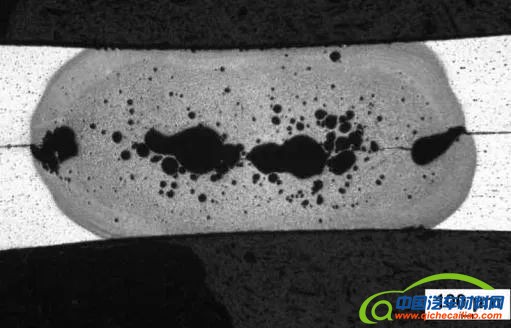
图4:铝焊接间断点(多孔性)