目前,轻量化仍然是汽车制造商的主要关注领域。但随着消费升级,OEM不仅需要考虑如何提高燃油经济性和减少排放,还面临一系列新的问题。例如车辆越来越多的高级驾驶辅助系统(ADAS)等附加功能的增加带来的重量增加。同样,随着电动汽车(EV)的普及,电动汽车制造商也在寻求节省重量的方法,以弥补电池组及其系统带来的附加重量。
近年来,热塑性塑料带来的明显的减重效果使得采用热塑性塑料代替传统金属等材料的应用趋势显著上升。热塑性塑料在成型生产方面还具有一定的优势,如,可以将金属部件生产时的多工序简化,实现一步成型。
尽管热塑性塑料已广泛用于汽车零件,如保险杠、仪表板、内部装饰和照明件等,但一些大型部件(如车顶和外板等)仍主要由钢或铝制成。其主要原因是金属的线性热膨胀系数(CLTE)低,尺寸稳定性高,零件可以在冷热等不同天气下完成精准装配。相比之下,几乎所有的热塑性树脂都具有较高的CLTE,而添加玻纤增强材料来又会影响外观质量,干扰A级表面,从而影响后续的涂装。另一个原因是设计和制造大型热塑性部件所需的高压注塑工具的成本较高。
为了解决上述问题,RLE International UK联合Sabic的纤维增强热塑性塑料业务部(FRT)、意大利模具制造商Ama Composites和德国的纺织企业Setex-Textil,开发了一种用于轻型商用车(LCV)的内舱壁隔板,如图1。通过基于热塑性复合材料的叠层设计和一次性成型工艺设计,实现了大型汽车部件材料从钢制到热塑性塑料的材料替代。该内舱壁隔板还可以完全回收再利用,降低质量的同时还降低了成本,改善了噪音、振动和NVH性能。
从钢到热塑性塑料的材料替代

现有的LCV内舱壁隔板由钢制成,经过压制、喷漆并配有聚氨酯(PU)饰板,以减少噪声和振动。该零件的制造非常复杂,涉及许多部件、安装步骤以及不同的供应商。另外,所采用的PU饰板大多很重且不可回收。
由于该隔板是螺栓固定的,易于更换而不会影响其余的车身结构。因此,RLE International选择了该部件进行轻量化设计。新设计的主要目标包括:
减少质量:在不牺牲抗冲击性的情况下,与现有金属隔板相比,有效降低质量;
安全:确保符合轻型货车货运安全性标准ISO 27956;
成本:控制模具费用和其他生产成本;
生产率:实现接近注塑成型的周期和时间;
美学:无需二次喷漆即可提供较高的表面光洁度;
NVH:实现噪音和振动的最小化;
尺寸稳定性:提供非常低的CLTE;
可持续性:使舱壁得到充分回收。
新隔板的层压结构如图2,其核心部位使用了Sabic FRT的单向纤维增强热塑性UDmax复合胶带(图3)。该胶带结合了强度、耐冲击性和轻质性。Setex-Textil则提供了横跨隔板的复合编织物,如图4所示。其宽约1.7 m,高1.6 m。这种无缝编织有助于确保均匀的冲击性能,不会出现薄弱区域。针对不同的负载要求,还可以层叠多个编织层。就本研究开发的隔板而言,该编织层提供了符合ISO 27957要求的冲击性能。
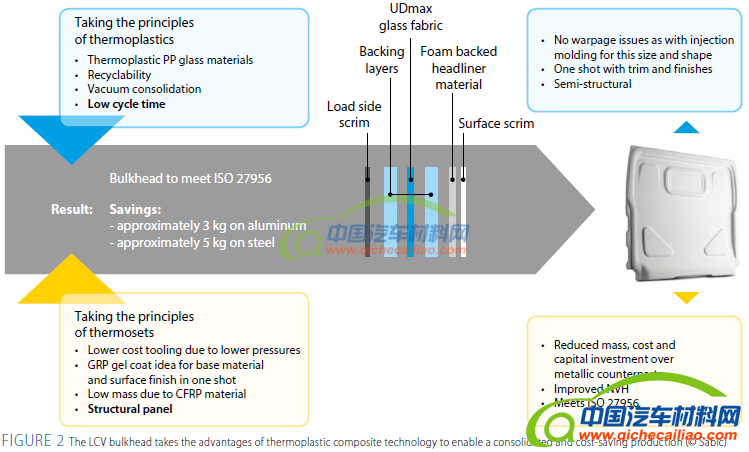
随后,将包含长玻璃纤维复合材料的填充材料放置在胶带层的任一侧。最后,层压板的外层选择预着色的、手感柔软的表面材料来匹配车型的内饰。如果需要,还可以在覆盖层附着彩色薄膜、非织造织物和其他装饰材料等。隔板设计有凹痕区域,可以设计成PC玻璃。舱壁的凸起区域是长玻璃纤维复合材料具有更大蓬松度的地方,可以进行额外的加固,以提高整体NVH性能。


高效的生产工艺
在将材料预热并叠层组装后,将零件放置在专门设计的模具中,施加较低的压力成型。取出后可采用水射流或激光的方式对部件边缘进行修整。值得一提的是,由于模具在成型过程中受到的压力和环境温度均较低,这里采用的低压成型模具与高压注射成型的钢制模具相比,成本要低80%。甚至可以采用木质模具或铝制模具。
此外,一次性成型过程带来了较短的生产周期,解决了交货时间长和供应商管理复杂的问题。较低的温度和压力也有助于减少能耗。同时,该工艺路线避免了组装、喷漆等二次工序,也将带来较大的成本效益。总体而言,与金属隔板相比,热塑性隔板的生产成本可降低8%-9%。
新隔板的性能优势
1. 全新设计的隔板目前已在LCV车型中实现了商业化,年生产量为60,000辆。用热塑性层压部件代替金属可减轻5 kg的质量,相当于总重量的35%。除了有助于提高燃油经济性和减少排放外,更轻的质量还可以提升车辆运载能力。此外,轻质隔板更易于操作,助于加速车辆组装。
2. 新隔板满足ISO 27956规范的要求:具有保护车辆乘员免受货物造成的冲击和伤害,这得益于隔板的结构组成和胶带的设计。添加PC玻璃窗后也满足ISO要求。PC树脂玻璃窗替代金属丝网保护的重型玻璃窗也进一步降低了重量。
3. 成本节方面,通过低压一步成型工艺,实现了模具的低成本化。对于OEM,购买LCV隔板的成本可以比传统金属隔板的成本低10%。
4. 隔板的一次成型过程非常迅速,仅需要约100 s,不到2分钟即可在加热和压力下固结层压材料。与以前的冗长的钢板压制、组装等过程相比,生产周期的缩短是一项重大改进。
5. 外观和NVH方面,热塑性隔板具有光滑的表面,柔软手感,并带有模铸色,可替代二次喷涂。层压板中使用的膨松长玻璃纤维复合材料,加上独特的隔板设计,与金属隔板相比,NVH性能有了显著改善。此外,较低的CLTE有助于确保零件的尺寸稳定性。
6. 新隔板在可持续性方面也超过了金属隔板。热塑性材料可通过研磨100%回收利用,并且该材料可以在注塑中重复使用。而金属隔板中的热固性PU装饰板无法回收。
从内板到外板的扩展
玻璃纤维增强的热塑性层压板表现出了优异的各项性能,可用于外部A类汽车面板。RLE International也正在开发相关材料的汽车面板。可以代替钢材,制造引擎盖、车顶、行李箱盖和空气动力学面板等。与铝合金和SMC等材料相比,热塑性层压材料的重量更轻(是SMC的一半),并且具有出色的耐用性。铝部件易产生凹陷;SMC会因碰撞而破碎,特别是在寒冷的天气下;而碳纤维则非常昂贵。
结论
轻质热塑性材料和创新的生产工艺提供了一个从模具成本到安全性和可持续性等方面都具有优势的解决方案。新方案显著降低了重量,提供了更大的设计自由度,简化了工艺过程,且具有成本效益。此外,低模具成本的工艺路线也特别适合小生产量和初创公司使用。