项目投产后,劳动定员48人。实行2班制,每班工作12小时,年工作300天,年运行约2600h。
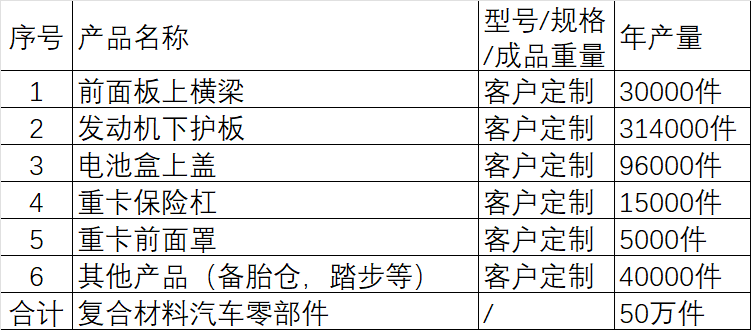
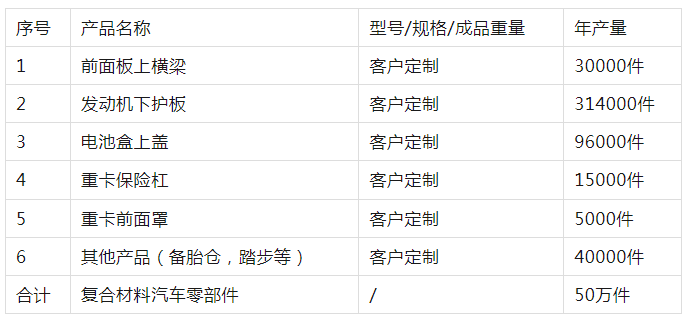
项目产品方案
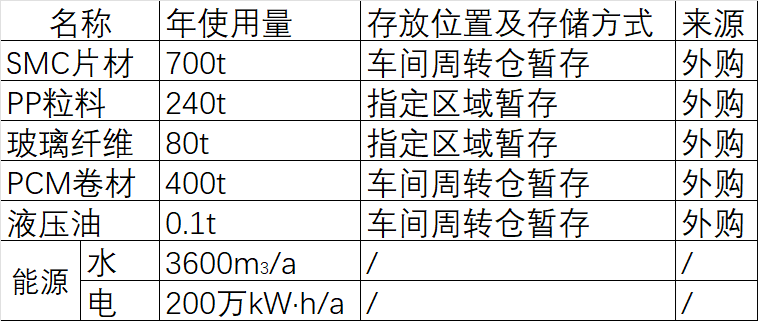
主要原辅材料及能源消耗一览表

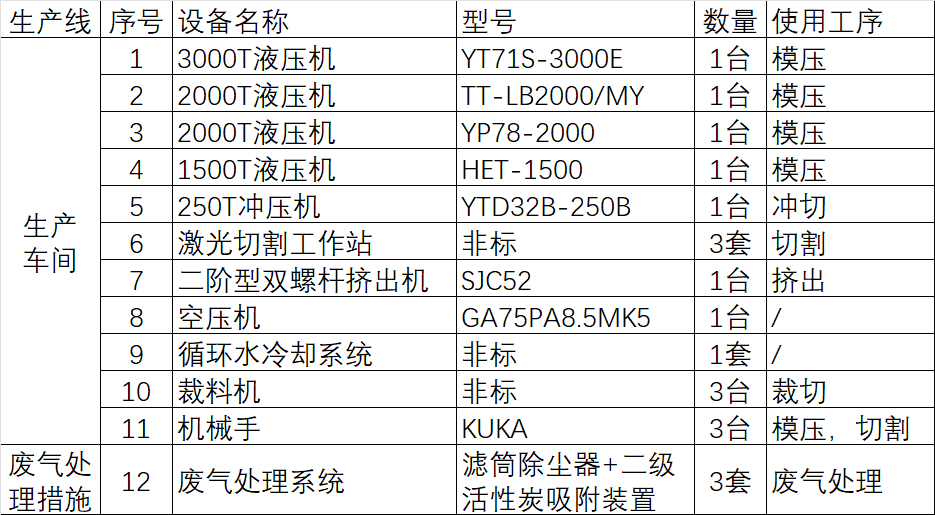
项目主要生产设备一览表

生产工艺流程
项目产品为复合材料汽车零部件,年产量为50万件,具体包括前面板上横梁、发动机下护板、电池盒上盖、重卡保险杠、重卡前面罩、其他产品备胎仓,踏步等,产品的主要成分为PP玻璃纤维材料,产品综合利用PP的可塑性及高强度机械性能和良好的高耐磨加工性能以及玻璃纤维材料的耐热性强、抗腐蚀性好、机械强度高等特点。
根据不同的品牌及产品要求,部分产品直接采用片状成品的玻璃纤维增强聚丙烯,部分产品直接采用PCM卷材,部分产品采用PP颗粒料添加玻璃纤维材料自行制作玻璃纤维增强聚丙烯材料,因此,采用自行制作玻璃纤维增强聚丙烯材料会有热熔PP颗粒及添加玻璃纤维材料工艺。
PP颗粒生产工艺流程
颗粒料加热熔融:PP颗粒料经空气管道输送至料斗,计量进入加热腔中,加热熔融。
挤出、成型:经切割成短截的玻璃纤维从加料口进入熔融PP材料中,玻璃纤维和熔融状PP材料在设备内部边被螺杆向前推送边均匀混合,连续通过机头而制成各种所需的截面半成品(条状玻璃纤维增强聚丙烯)。
模压:通过机械臂将挤出的截面半成品条状玻璃纤维增强聚丙烯投入到液压机模具内进一步加工,条状玻璃纤维增强聚丙烯在液压机模腔内通过加热、加压而生成成型的制品。
保压:产品在液压机模具内保压,不同产品保压时间不一样(1~5min),不同产品所需温度不一样,一般在40~60℃。产品需要通过冷却器来冷却后开模。
开模:保压后,开模取出产品。
修边、激光切孔、检验:出模后的产品经过激光切割机及人工修边、检验合格后即为合格产品,包装入库存外运。
SMC片材生产工艺流程
直接用玻璃纤维增强聚丙烯SMC片材生产产品的过程同前述工艺类似,只是前段没有颗粒料和玻璃纤维混合的过程,而是直接采用玻璃纤维增强聚丙烯片材切割成段后,进入后续工艺(保压温度保持在150-170℃)。
PCM卷材生产工艺流程
直接用PCM卷材生产产品的过程同前述SMC片材生产工艺类似,只是在前段裁切后多了一道预成型工艺,PCM卷材具有一定的粘性,预定型时,多层卷材自粘在一起(21±2℃),后续其他工艺一致(保压温度保持在150-170℃)。