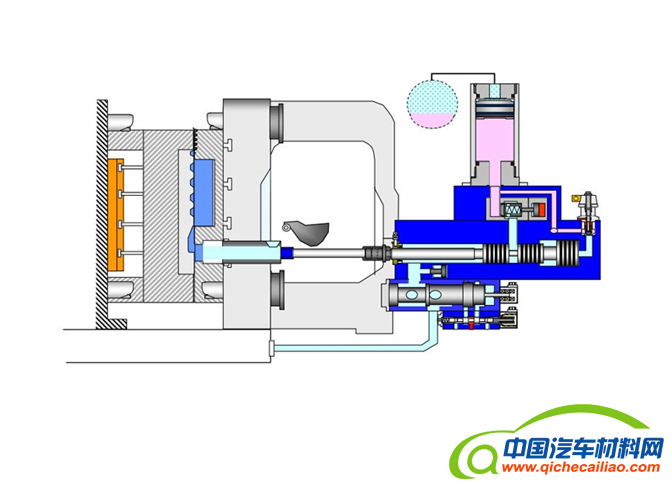
一、压铸概述
二、压铸过程主要工艺参数
三、压铸件设计
四、压铸件常见缺陷产生原因及解决方法
五、压铸件质量问题解决案例
高压高速是高压铸造的主要特征。常用的压力为数十兆帕,填充速度(内浇口速度)约为16~80米/秒,金属液填充模具型腔的时间极短,约为0.01~0.2秒。
由于用这种方法生产产品具有生产效率高,工序简单,铸件公差等级较高,表面粗糙度好,机械强度大,可以省去大量的机械加工工序和设备,节约原材料等优点,所以现已成为铸造业中的一个重要组成部分。