【中国汽车材料网】热冲压成形一般是将钢板首先加热到900℃左右的奥氏体后进行冲压,而后通过对冲压模具快速注水实现零件的冷却,通过这种热循环和冷却过程,钢板的强度可以大大提高,抗拉强度由交货状态下的约500MPa提高到热冲压成形后的约1500MPa。根据工序过程的不同,热冲压成形可分为直接热冲压成形和间接热冲压成形两种工艺。
(1)直接热冲压成形技术
热成形钢板下料后,不经过预成形,直接加热到奥氏体化温度,然后放入模具中快速成形,一旦冲压形状到达预定值,零件立即被淬火硬化,见图1。该工艺主要用于形状较简单且变形程度不大的工件,由于直接成形工艺成本较低,使用也最为广泛。
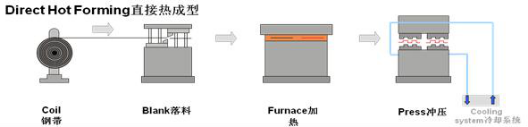
图1 直接热冲压成形工艺示意图
(2)间接热冲压成形技术
热成形钢板首先在常规冷成形模具中成形到最终形状的90%~95%,然后将预成形的零件加热奥氏体化后热冲压成形和淬火硬化,工艺过程见图2。对于一些形状复杂或者拉延深度较大的零件,间接热冲压成形可以避免成形开裂,零件的预成形可以减小材料与模具之间的相对位移,从而减小模具表面在高温下的磨损。采用镀锌涂层热成形钢的零件一般必须使用间接热冲压成形工艺。
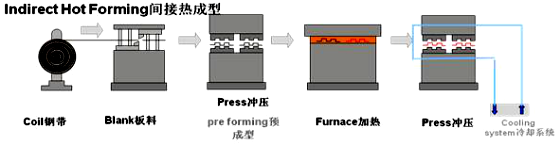
图2 间接热冲压成形工艺示意图
无论是直接热冲压成形和间接热冲压成形,典型工艺过程一般都包括以下几个工序过程:开卷落料、零件加热、冲压成形、淬火、激光切割、喷丸和涂油等。
a.开卷落料
现代冲压工艺为了提高材料的利用率和生产的效率,一般会采用开卷落料的方式。
b.热冲压成形零件的加热
目前主要的加热类型包括辐射加热、感应加热和电传导加热三种。
c.热冲压成形
热冲压成形最大的特点是冲压过程是在高温状态下完成的,且热冲压时板料的温度必须在马氏体转变温度以上。
目前热冲压工艺的发展方向是如何提高热冲压成形的生产效率,缩短成形周期。应用高传导系数的模具钢能加速冷却过程,或者采用更为有效的冷却系统,可以提高零件的冷却速度,进而提高生产效率。