随着汽车产品电气化、高舒适性以及高安全性要求越来越高,都将导致汽车重量的增加。因此,汽车减重已成为汽车制造商面临的重大问题。塑料及复合材料的应用可以说是实现轻量化的有效手段。但在塑料及复合材料的应用过程中,OEM及相关产业链供应商还面临降低成本、高功能集成、短生产周期等要求。
可实现软-硬复合材料部件的一步成型技术
连续纤维增强复合材料(FRP)具有较轻的质量、良好的机械性能,已成为车用轻质材料的重要选择。可广泛应用于汽车座椅、电池模块、前端部件、制动踏板、车身底板等部位。为进一步促进连续纤维增强复合材料的批量化应用,Krauss Maffei与包括奥迪、IVW Kaiserslautern、HBW Gubesch、Lanxess在内的多家企业合作开展了连续纤维增强复合材料加工工艺的项目研究。该项目开发的Fiberform技术可实现有机片材(由玻璃纤维、碳纤维或芳纶纤维浸渍PP、PA等热塑性树脂制成)的热成型与注塑成型结合到单一工序中。有机片材的加入可有效提升部件的机械性能,与注塑工艺的结合可实现复杂结构部件的生产。此外,Fiberform技术可将生产周期降低至60s以内。
Krauss Maffei还将Fiberform技术与用于多组分注塑成型的Spinform技术相结合。用该工艺制造的中央扶手,内壳由PP和热塑性弹性体(TPE)制成;外壳采用了来自Lanxess的增强有机片材,浸渍PP树脂,然后与热塑性弹性体TPE包覆成型。具体如图1和表1。
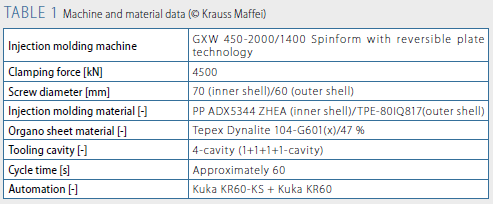
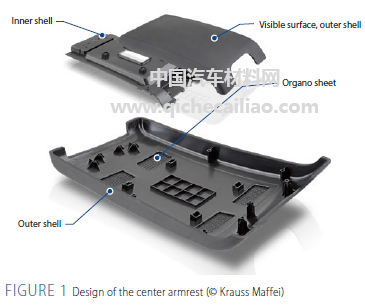
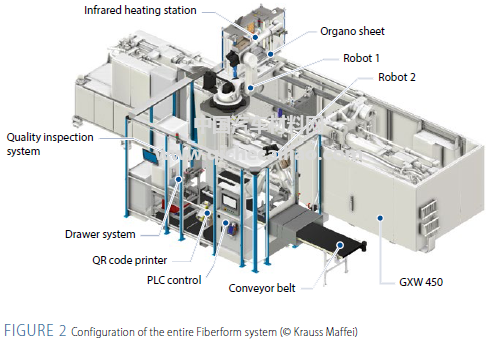
图2和图3是用于制造该中央扶手的自动化生产线。有机片材被输送系统送入,经光学检验确评估有机板的轮廓、纤维取向和尺寸等,将超出规定尺寸公差的部分去除。同时,有机板通过X和Y方向进行精确定位,使得机器人可在相同位置夹取片材,并输送至红外加热站。加热站对片材两侧进行加热后转移至模具系统。通过尽可能缩短这期间的转移距离,可使得片材在转移过程中的热量损失较少,可进一步缩短加热时间。
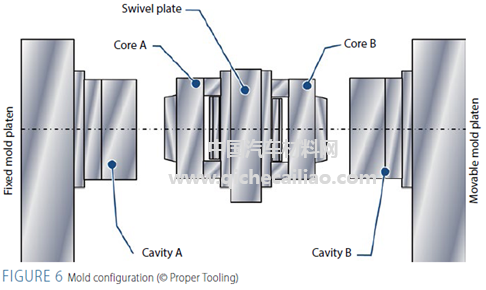
在中央扶手的制造时,第一阶段将扶手的内外壳采用PP注射成型;然后打开模具,延中心点旋转180°。在第二阶段闭模包覆TPE弹性体成型,然后利用机器人脱模。
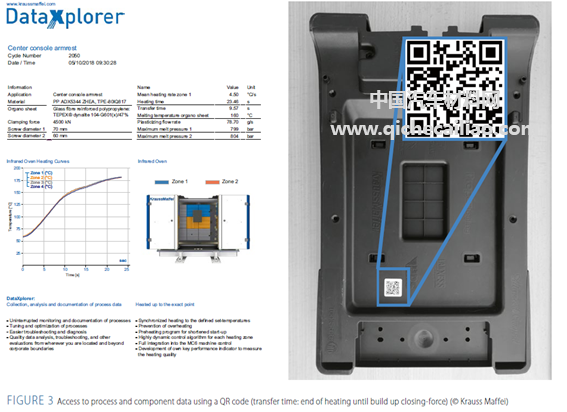
同时,为记录该工艺过程的相关性能数据,如加热曲线、注射圧力曲线等,该产线配置了DataXplorer系统。实现了对工艺参数和产品数据的实时监控和可追溯性。具体如图3。
中央扶手的产品设计
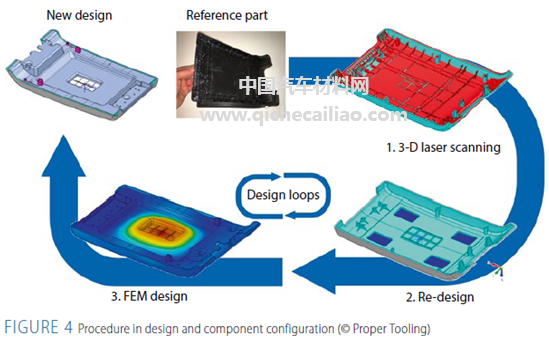
采用逆向工程设计方法对中央扶手进行产品设计,具体如图4所示。为进一步降低重量和成本,原扶手采用的ABS材料被包含有机板增强的连续纤维增强PP复合材料所取代。同时对其厚度、结构等进行优化测试,具体如图5所示。
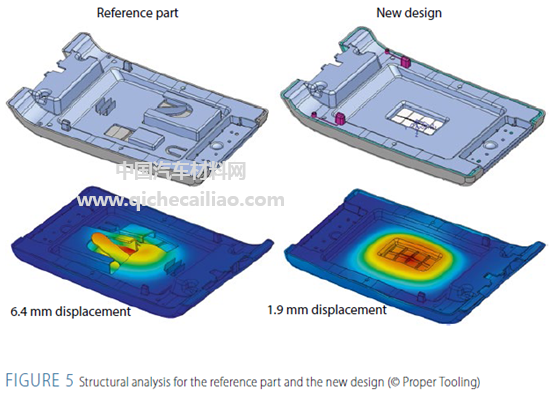
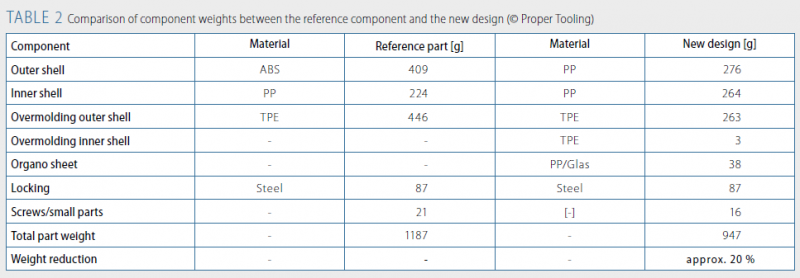
有机片材的插入有效地提升了部件的强度和抗冲击性。因此,在强度满足的情况下,可进一步降低部件壁厚,实现减重。新材料方案的中央扶手可实现减重超过20%,具体见表2。
基于一步成型的模具技术
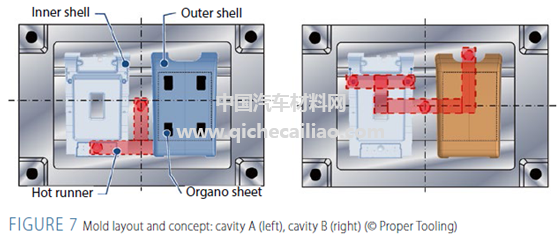
新型技术可实现内外壳部件的同步制造:首先在各个腔中制造两个部件的基本壳体结构。该过程需要将有机片材加热到熔融,然后插入至型腔中。采用定位销实现片材的快速精确转移,以节省时间,减少片材的冷却。接着模具关闭,有机片材实现热成型。然后注入PP树脂进行注塑。接下来打开模具,以中心点为基准旋转180°,再次关闭模具注入TPE弹性体。最后脱模去除部件。该模具工艺的设计使得A、B两侧同时工作,可将生产周期降低至60s以内。
小结
该中央扶手的设计是机械工程公司Krauss Maffei,模具制造商Proper Tooling和材料供应商Lanxess合作项目的一个典型例子。通过材料的替代和成型工艺的优化,该部件实现了20%的减重。除此之外,单一部件的成本也降低了约15%。此外,该生产系统还支持多种产品的转换,无需大量更改。
同时,在注塑过程中插入连续纤维增强有机片材的设计有效实现了部件减薄和减重。这一设计的实现也有赖于材料制造商和模具供应商的有力支持。目前如图8的Fiberform技术生产组件在德国慕尼黑的Krauss Maffei技术中心展示。