【中国汽车材料网】汽车部件的批量化生产一般需要高度自动化的工艺支撑,以尽可能的降低成本,缩短生产周期,同时保证产品的高质量。因此,汽车部件在从实验室或小批量试制转向大规模生产时,其制造工艺必须满足上述要求。在车身粘接方面,一般在粘合剂固化之前需要使用辅助连接方法(如点焊、铆接等)来固定粘接接头。想要缩短连接生产周期,就需要寻找新的粘合剂加速固化工艺,从而避免辅助连接工艺的使用。
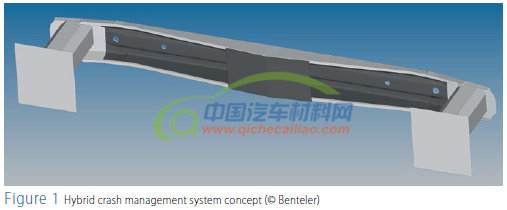
本特勒混合材料前防撞梁的开发项目就针对高效粘接工艺进行了研究。该项目开发的混合材料前防撞梁如图1所示。其基本框架采用铝挤压型材,并配有玻纤增强聚酰胺(PA)复合材料补强件。该前防撞梁与钢制部件相比,实现减重约45%,且不会增加成本。同时,复合材料补强片的设计可在不改变基本金属部件结构的同时满足增强需求。
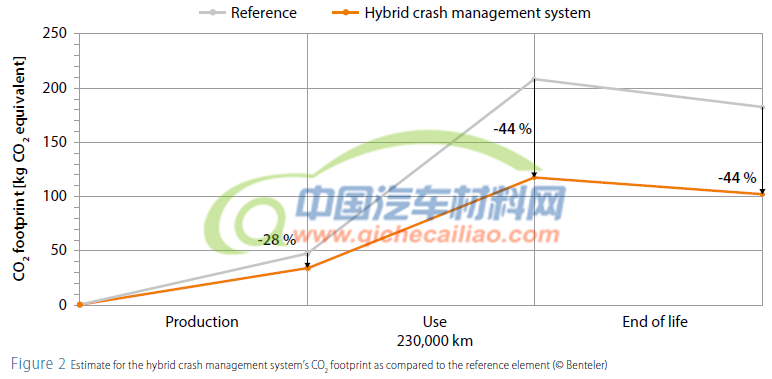
针对该系统开发过程各部件的碳排放进行计算,将整车的碳排放分解到各零部件,计算该零件在生产制造过程、使用过程、以及全生命周期中的CO2排放。由于材料回收和再利用所产生的积极影响也将进行折算,并在总数中扣除。具体计算结果图2所示。混合材料前防撞梁在生产制造阶段比传统的CO2排放量减少了约28%。由于混合材料前防撞梁重量更轻,在使用阶段可进一步降低燃油消耗,因此,综合230,000km续航里程和随后的回收利用计算,其CO2排放预计将减少44%。
连接工艺设计
混合材料前防撞梁一般采用螺栓固定,不与车身一起涂漆。复合材料补强件的粘合需要通过快速加热让粘合剂实现快速粘合和快速固化。为此,本特勒尝试了加热压力机和感应加热两种方案。这两种方法都可在几秒内将粘合线的温度加热至超过100℃,且能将热量快速带到粘合区域。最终,项目组选择了更适合复杂几何形状部件的感应加热法。
除了两种加热方法外,研究人员还测试了各种粘合剂对通过热加速固化进行批量生产的适用性。但是,粘合剂的选择并不是以粘合强度为唯一衡量标准,还要求其在2分钟内能实现有效的连接,然后再在室温下进一步固化。此外,粘合剂的选用还需要具有尽可能统一的失效模式。研究人员从备选粘合剂中选择了两种进行详细分析,即双组份PUR和单组份EP粘合剂。PUR专用于粘接未上漆的铝材,但是根据制造商的建议,铝合金表面涂上了底漆。EP是专为金属/复合材料混合部件的热加速粘合而开发的。
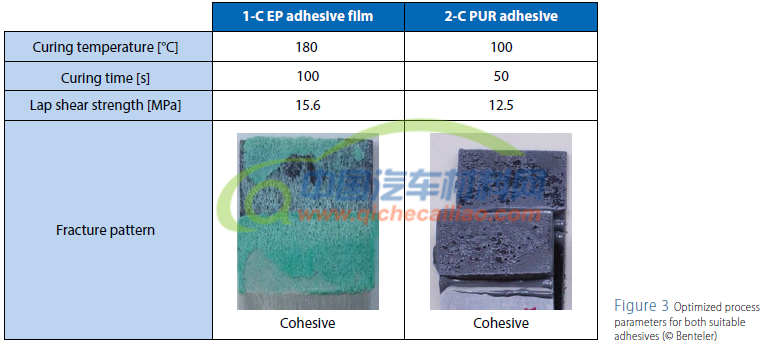
研究人员针对上述两种胶粘剂的最佳固化参数进行研究,寻找理想的固化温度和尽可能短的固化时间,同时进一步提高连接强度。图3显示了适合两种胶粘剂的工艺参数。EP粘合剂在180°C固化温度下,100s实现固化,其接头强度达到15.6MPa,且失效形式为粘合剂失效(内聚失效)。而PUR粘合剂在100°C下50s内就可以达到约12.5MPa的强度。由此可知,双组份胶粘剂具有以下优势:尽管热量的输入较低,但固化时间仅为单组份胶粘剂的一半。固化时间的缩短
可有效降低批量生产的制造成本。
性能测试
(1)力学性能测试
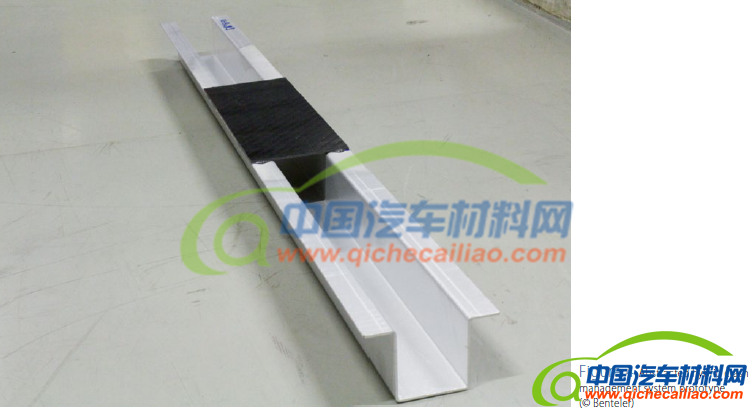
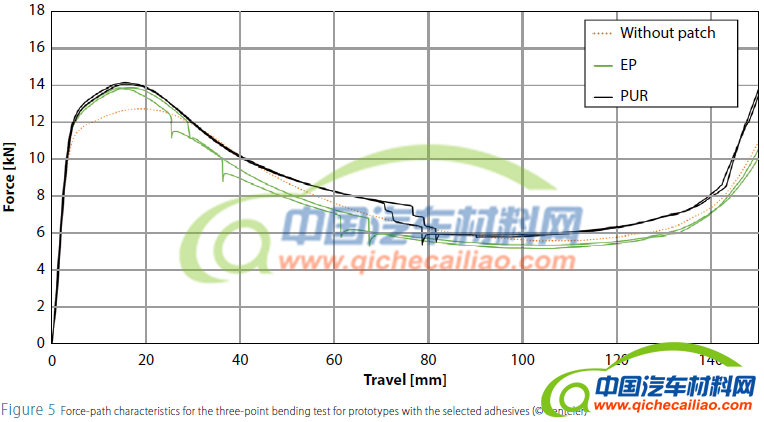
将前防撞梁部件简化成如图4所示的结构,进行三点弯曲测试。采用没有复合材料补强件的样品作为对比样,测试结果如图5所示。由图可知,采用复合材料补强片后,部件的最大受力增加了约11%。此外,PUR双组份胶粘系统显示了较好的连接性能,测试过程中粘接接头完好,仅复合材料补强片破裂造成失效。但采用EP粘合剂连接的部件在测试过程中出现了连接失效,这主要是因为EP粘合膜需要一定的压力才能实现最佳连接,这对粘合零件和压紧装置的尺寸精度提出了很高的要求。特别是对于复杂结构的零件和接合面,较低的压力会导致接合面在某些地方没有完全被粘合剂覆盖,补强效果减弱。
(2)耐环境腐介质性能测试
车辆在使用过程中会不断地受到环境污染,除温度外,腐蚀性流体(如盐水等)也会对车辆部件产生影响。因此,研究人员依据DIN EN ISO 9227标准对样品和原型件进行了3000小时的连续盐雾测试。
测试结果显示,流体的腐蚀作用削弱了金属接头的连接性能,使得原型样品连接强度降低,并且在铝合金的连接中普遍出现粘接失效。但补强的样品没有出现因复合材料老化的失效,粘合剂主要是从铝部件上剥离。此外,混合材料部件在老化测试中最大受力仅减小了3%,碰撞能量吸收能力保持了老化前的相当水平。这说明混合材料前防撞梁部件在使用过程中可能会收到外部因素的影响,但其基本功能可以得到保证。
应用发展
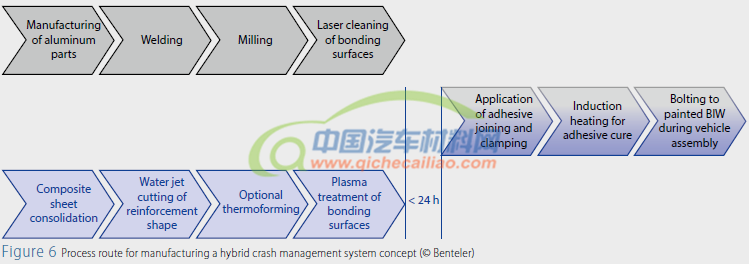
图6给出了本特勒混合材料前防撞梁的开发路线:先通过铝合金挤压成型、机械加工、焊接等生产铝合金结构;然后复合材料片材通过切割、模压热成型;将底漆和粘合剂涂到铝合金部件上,然后进行各部件的连接和固定。连接前,使用激光去除铝合金表面的氧化物层,并对复合材料贴片进行等离子体预处理(等离子体处理后需在24小时内进行连接)。最后使用感应加热进行连接固化。此时,该混合材料前防撞梁就可以安装在车身上了。
综上,该连接方案适用于不随车身喷涂的部件,如车辆的前后前防撞梁,未来也可用于电动汽车的铝合金电池包壳体等部件。