1 标准研制背景
近年来,随着全球能源危机日趋严重,节能、安全、环保越来越受到各国的关注,相继出台了《乘用车燃料消耗量限值》、《轻型商用车辆燃料消耗量限值》等国家标准;同时,《中国制造2025》中的“节能及新能源汽车”技术路线图(如图1所示)中轻量化的技术中,特别提到混合材料的连接技术、混合材料车身的大批量生产制作技术。
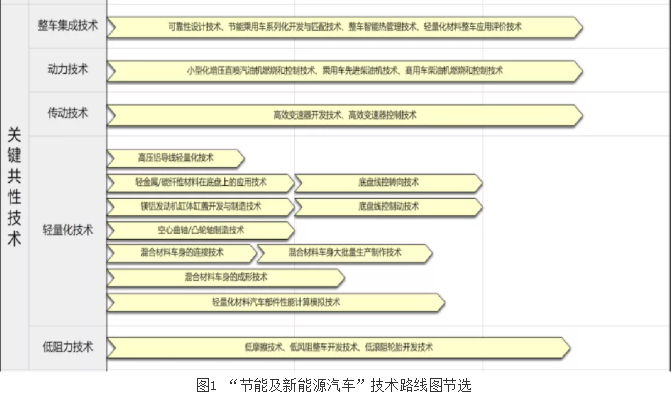
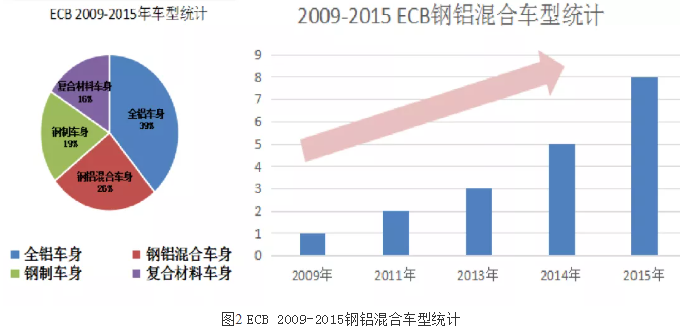
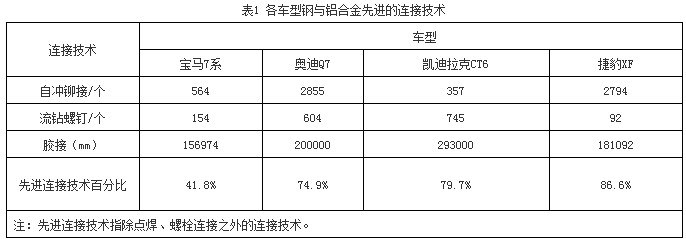
随着铝合金、先进/超高强钢在汽车上的应用,对于钢和铝合金异种材料的连接技术应用也日趋广泛,自冲铆接技术(SPR)、流钻螺钉(FDS)、胶接等已成为汽车轻量化的重要的连接技术。国外钢铝混合的车身相对比较多,通过ECB对车型(2009-2015)的统计,钢铝混合的车身比例已经达到26%,而且还在逐年增加(如图2所示)。ECB数据显示钢铝混合车身中钢和铝在车身占比很大,例如2015年的宝马7系占比分别达到66%和26%,2015年捷豹路虎XF占比分别达到51%和48%(如图3所示)。国外对于钢和铝的连接已经相当成熟(如表1所示),重点应用自冲铆接(SPR)、流钻螺钉(FDS)和胶接等先进连接技术,其中应用最为广泛的自冲铆接,目前先进连接技术占比50%以上。
目前,国外钢铝异种材料连接应用比较多,主要在中高端车型中应用,钢铝连接技术的研究已相对成熟,国外先进的汽车企业(如Audi、Benz、BMW、GM等)已建立了钢铝异种材料连接的相关技术标准(标准处于严格保密状态)。国内钢铝异种材料的连接还在应用研究阶段,且目前无国标等相关标准,本标准属于全新起草的内容。
2 标准主要内容
本标准主要针对汽车钢铝连接中应用最为广泛的汽车用中低强度钢与铝自冲铆接技术的应用范围、外观要求、内部质量缺陷、力学性能、质量检测方法等条件进行规范条件约束,并且提供相关试验方法,方便车企及零部件企业更有效的达成性能要求,适用于汽车用中低强度钢与铝自冲铆接的质量评价。
本标准引用的标准和规范性文件主要涉及到机械连接接头的力学性能试验,分别是ISO 12996:2013 机械连接 结合部位的破坏性试验 单接缝拉力剪切测试用样本尺寸规格和试验规程、ISO/TR 12998:2019 机械连接 接头疲劳试验导则、ISO 14270:2016 电阻焊 焊缝破坏性检测 电阻点焊、焊缝及凸焊接头的机械剥离试验试样尺寸及程序、ISO 16237:2015 机械连接 结合部位的破坏性测试 单接缝十字拉伸试验用样本尺寸和试验规程。
本标准一般技术要求中首先对材料选择进行约束,底层板厚度至少为板材组合总厚度的1/3(若为钢板,比例可以适当降低),并且底层板材厚度不小于0.7mm;抗拉强度不超过1500MPa的高强度钢材都可以应用自冲铆接,其中底层板的最大抗拉强度不能超过800Mpa,对于抗拉强度达到或大于800MPa的高强度钢板材料,需要实验验证铆接效果。
自冲铆接应用范围的多样性,也决定了铆钉的多样性,如材质、形状、硬度、表面处理、长度和直径等;常用的铆钉类型有HD高强型、C型管状、C型沉头、盘头和P型沉头、盘头等,目前常用的铆钉直径有3.0 mm 和 5.0 mm两种,铆钉理论推荐长度为:L(铆钉长度)= D(连接材料总厚度) + 2.5 mm。
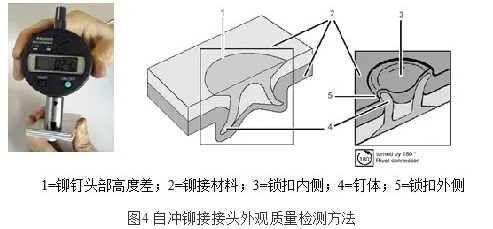
本标准重点对自冲铆接质量检验方法进行定义和评价,首先无损伤检测是通过人工观察铆接点外观形状、铆钉头部高度、底部是否刺穿和出现裂纹等特征来确定铆接质量是否合格。合格的铆接点必须具备以下几点(图4所示):
1、打表测量的铆钉头部高度差应在+0.3mm—-0.5mm区间内;
2、铆钉四周的材料没有被破坏;
3、铆钉延展与底层材料形成锁扣;
4、工件背侧的锁扣应该成形均匀且没有裂痕;
5、钉体向外延展。不合格铆接点包括空铆、铆钉侧倾、铆钉穿透、铆钉屈服、铆扣开裂、双铆、边缘铆接、翻钉等。
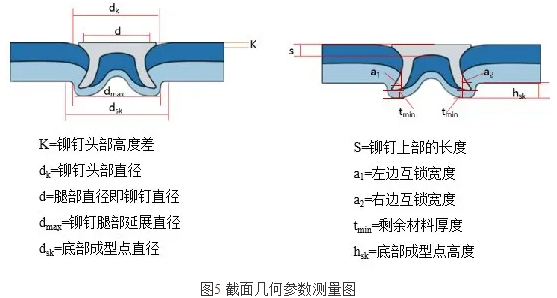
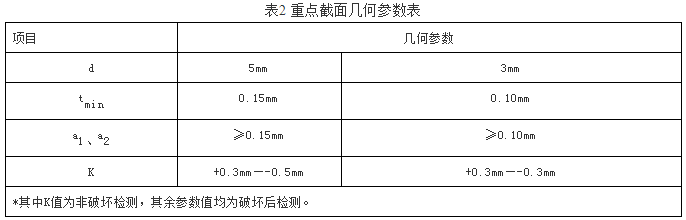
通过无损伤检测的铆接点还需要进行破坏性检测,检测方法包括截面几何尺寸测量和力学性能测试(含剪切拉伸性能、十字拉伸性能、剥离性能和疲劳性能测试)两种,截面几何尺寸测量是通过对铆接点进行切割,利用金相显微镜对截面关键几何尺寸参数测量来评价铆接质量,该方法重点对铆钉头部高度差K值、剩余材料厚度tmin值、左、右边互锁宽度a1、a2值进行测量评价,如图5所示;其中对于直径5mm铆钉,K值满足+0.3mm—-0.5mm,tmin值满足0.15mm,a1、a2值≥0.15mm;对于直径3mm铆钉,K值满足+0.3mm—-0.3mm,tmin值满足0.1mm,a1、a2值≥0.1mm(如表2所示)。典型的失效铆点截面包括铆钉尾部穿透底层板材、铆钉屈服墩粗弯折、铆钉和上层板材贴合不紧、铆钉腿部断裂。
力学性能测试方法包含剪切拉伸性能、十字拉伸性能、剥离性能和疲劳性能测试,其中剪切拉伸试样尺寸要求和试验方法参照ISO 12996-2013标准执行,十字拉伸试样尺寸要求和试验方法参照ISO 16237-2015标准执行,剥离性能试样尺寸要求和试验方法可参照ISO 14270-2016标准执行,疲劳性能试样尺寸要求和试验方法参照ISO/TR 12998-2019标准执行。需要强调的是所有的试验都要与实际生产应用的样品一致,同时要将热处理,表面镀层以及胶层的应用考虑在里面,样品如果与以后将要实际应用的不一样,此连接效果也不能代表以后的应用效果。
最后,介绍自冲铆接的返修方法,当出现漏铆或者铆接缺陷时,在距离正确位置中心20mm内相邻位置,手工枪补铆;如果不能补铆,采用抽芯拉铆。
以上标准解读无法覆盖所有细节,如有其他疑问欢迎交流讨论。我们也会在后续的实践中,积累更多素材,与关注标准的各位及时分享。