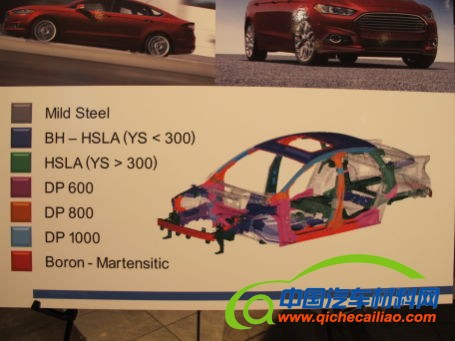
Fusion轿车将基于福特的CD4平台上设计制造,舍弃了前几代Fusion使用的马自达G-derived CD3平台。CD4平台同样支持林肯MKZ,该平台主要采用钢铁、高强度钢和超高强度钢的合金材料结构组成,在扭转刚度和抗弯曲能力上更加出众。

在F系列皮卡上经过验证
摩根说:“对于Fusion车柱的设计起源于2003年,在开发全新F-250皮卡的同时得到了灵感,那时我们将车前部结构的18个冲压部件成功合并成了9个部件,其中就采用了液压成型技术,并且我们发现点焊技术能够有效的减轻部件重量,那时的车柱重量为42千克,而第三代产品运用在福特F-150皮卡上,重量为26千克。”
紧接着他们开展了P415计划,也就是在2009款F-150皮卡的A柱上使用液压成型技术,同样达到了减轻重量,节省材料的效果。
摩根表示:“相比现在的热压印技术,液压成型的B柱将Fusion的侧向抗撞性能提高了一大截。”
其能够满足公路安全保险协会的横向碰撞标准(IIHS),在测试中,一块金属板从车顶的一侧以恒定的速度缓慢推压,推力慢慢地增加到车身4倍的重量,而在没达到该重量之前,车顶柱形变不得超过5英寸(127毫米),即为合格。
“管状结构在这里能够起到帮助,我们在能够利用的空间里使车柱的截面值最大化。当舍弃法兰盘连接管柱的结构时,车辆将获得更好的结构连续性,比如A柱与车顶纵梁间的焊接接头。由于车辆结构,并不是每次都能够找到很理想的将A柱与车顶纵梁链接起来的方法。”
激光焊接
“热压印技术非常耗时,因为需要加热模具,并且在加工成型后需要用激光去削减多余的边缘结构,而液压成型技术则能够省去这些步骤。”
福特目前已经在装配厂部分流水线上进行液压成型的工作,而另一部分则继续使用热压印工艺,最终在由此过渡到完全的液压成型工艺流水线。
Fusion中所有的车身架构都采用激光焊接,并且部件之间都采用管状连接。一般的连接方式在连接关节处都会有一些小洞,用来插入一些连接部件,而激光焊接则不需要留下这些小洞,同时避免了连接部位小洞处所能承受的剪切应力不如其他部位的隐患。