一、轮毂的概念及工作状况
● 轮毂的概念:轮毂又叫轮圈,在行业外也有一些不同的叫法:车轮、轮辋等。它作为整车行驶部分的主要承载件,是左右整车性能最重要的安全部件,在OE主机厂被定为A级安全件。
● 轮毂的受力状况:
轮毂通常会受到两个力的作用:一是要承受静态时车辆本身垂直方向的自重载荷;二是要经受车辆行驶中来自各个方向因起动、制动、转弯、石块冲击、路面凹凸不平等各种动态载荷所产生的不规则应力。轮毂被安装到车上后,车轮便承受着整车垂直方向的自重力。其中轮辋部分是通过轮胎的充气压力传递而来的,轮辐部分的力是通过轮辋传递来的车辆自重力,这些力都属于静态应力。
二、轮毂的工艺介绍及材质优缺点
轮毂的材质分类及应用车型:轮毂通常使用的材料有钢材和汽车铝合金材料两大类,即钢圈和铝轮。钢圈多应用于卡车、货车和大客车等;汽车铝合金轮毂已普通应用于轿车、 SUV/MPV等(不过有的汽车厂为降低成本给轿车配的备胎还有使用钢圈)。
●“钢圈”的工艺介绍及材质优缺点:
生产工艺:是用合金钢板材通过轧辊和冲压制成轮辋、轮辐 (或钢丝)的坯料,再经铆接、点焊、二氧化碳电弧焊、挤压等工序装配组合而成。
材质优缺点:优点是制造工艺简单,生产成本低、价格便宜,抗金属疲劳能力强不易变形等。缺点是外形不美观造型单一,重量大耗油,惯性阻力大,散热性较差,易生锈等。
●“铝轮”的工艺介绍及材质优缺点:
生产工艺:是将汽车铝合金锭熔化成铝液后进行精炼变质、除气扒渣处理形成较纯净的铝液,铝液再进行铸造浇铸(重力或低压)成白毛坯之后去除浇口、帽口再进行热处理(固熔→淬火→时效),再通过数控车床和加工中心做机械加工形成半成品,再进行粗打磨、前处理清洗、吹水烘干、喷粉+烘烤固化形成粉坯,再进行精打磨、喷色漆、喷透明漆(或透明粉)+烘烤固化后形成最终成品。
材质优缺点:优点是外观美观造型丰富,重量轻省油,惯性阻力小增加改动机寿命,散热性较好提高轮胎寿命,制造精度高平衡性佳/舒适度好等,漆层附着不易生锈。缺点是制造工艺复杂,生产成本高,价格较贵,材质较脆抗金属疲劳能力一般容易变形开裂(受严重撞击时易断裂)等。

三、铝合金轮毂的材料介绍
汽车铝合金轮毂所应用的材料型号:在铸造铝合金方面,目前行业里广泛使用的材料是A356.2汽车铝合金 (是属于美国ASTM标准里的一个牌号,对应于中国的ZL101A牌号 ,德国的AlSi7Mg0.3牌号)。
A356.2铝合金的特点 :A356.2汽车铝合金是一个典型的Al–Si–Mg系三元合金,是一个具有优秀的综合性能的铸造铝合金,它不仅具有很好的铸造性能(流动性好、线收缩小、无热裂倾向),可铸造薄壁和形状复杂的铸件,而且通过T6固溶热处理可达到较高的强度、良好的塑性和高冲击韧性。
A356.2汽车铝合金中含各元素化学成分对照表

A356.2汽车铝合金中重要元素的作用介绍
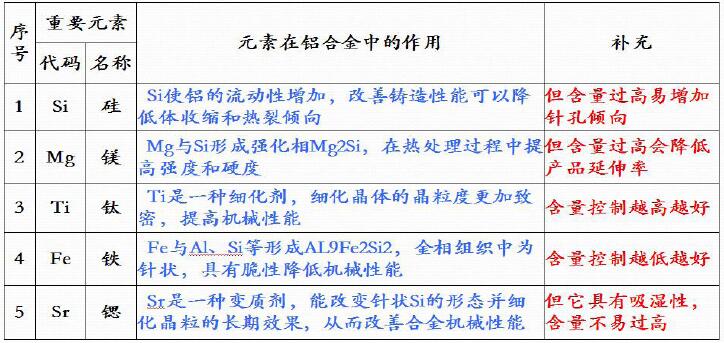
A356.2汽车铝合金中重要元素的作用介绍
四、汽车铝合金轮毂生产流程介绍
● 熔炼处理介绍:
是指将汽车铝合金锭固体状态通过750℃左右的高温熔化成液体状态并再对铝液做精炼处理,以获得温度、化学成分和纯净度都符合要求的铝液。汽车铝合金的熔炼是整个生产过程的首道工序,也是至关重要的环节。要生产具有一定的物理、化学和机械性能的优质产品,除需先进的加工工艺外,首先必须提高汽车铝合金熔体与铸锭的冶金质量,这些冶金质量的控制完全取决于汽车铝合金的熔炼工艺,它直接影响着铸造的内在品质。
● 熔炼工艺中的要点:
1、铝液配比:行业内对铝液的配比做过验证,并非100%都是A356.2汽车铝合金锭熔炼的铝液能达到最佳的铸造效果,而且这样的成本也很高。通过多番的验证,目前行业内通用的两种配比方式:常规熔炼和铝屑兼熔。 即符合铸造性能,又降低成本。
常规熔炼配比: 铝锭:回炉料(废品、帽口等) → 60% : 40%
铝屑兼熔配比:铝锭:回炉料:铝屑 → 40% : 30% : 30%
2、铝液精炼:精炼处理分两步进行:在熔化炉中添加精炼剂+氮气喷射精炼,主要以除渣为目的;在保温炉中进行悬挂式石墨转子+氮气除气精炼,主要以去气为目的,以获得更优质的铝液。
● 铸造介绍:
是指将汽车铝合金液浇入一定形状和尺寸的铸模内,经过保压和冷却后获得铸件的方法,称为铸造。目前行业内通用的铸造方式有两种即:重力铸造和低压铸造,其它还有铸旋、锻造等。
是指将汽车铝合金液浇入一定形状和尺寸的铸模内,经过保压和冷却后获得铸件的方法,称为铸造。目前行业内通用的铸造方式有两种即:重力铸造和低压铸造,其它还有铸旋、锻造等。
重力铸造介绍:是指在常压下,液体金属靠重力作用充填金属铸型而获得铸件的一种铸造方法,这也是一种古老的铸造方法。由于金属液在金属铸型中冷却速度较快,因而铸件比砂型铸造的组织致密,该法工序简单,生产效率好,设备投资少,生产成本较低,适用于中小规模生产。但此方法生产的汽车铝合金轮毂内部质量相对略差,缩孔缩松严重,浇注过程中氧化膜和熔渣等夹杂物易卷入铸件,特别是轮辋部位的缩松易产生漏气不良,同时金属液的得料率也较低。
低压铸造介绍:是将铸型放在一个密闭的炉子上面,型腔的下面用一个管(叫升液管)和炉膛里的金属液相通。如果在炉膛中金属液面上加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固以后,将炉膛中的压缩空气释放,未凝固的金属从升液管中流回到炉中。控制流入炉膛空气的压力、速度,就可以控制金属流入型腔中的速度和压力,并能让金属在压力下结晶凝固。由于铸件是在压力下结晶,组织致密,机械性能好,生产效率高,金属利用率高。而轮辐由于是最后冷却凝固的,所以部分特殊造型轮毂的轮辐易出现缩松等问题,轮辋部分最早结晶则强度较好、且设备投资成本大、生产成本较多对压缩空气干燥度要求较高。
● 热处理介绍:
就是以一定的加热速度,升到某一温度下(行业一般535 ~ 550℃)保温一定时间并以一定的速度冷却,得到某种合金组织和性能要求的一种加工方法。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。铸造汽车铝合金轮毂选用的材料是A356.2铝合金,通常采用T6热处理工艺。
就是以一定的加热速度,升到某一温度下(行业一般535 ~ 550℃)保温一定时间并以一定的速度冷却,得到某种合金组织和性能要求的一种加工方法。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。铸造汽车铝合金轮毂选用的材料是A356.2铝合金,通常采用T6热处理工艺。
● 机械加工介绍:
机械加工又叫数控加工,它的工艺就是采用数控机床根据零件图样及工艺要求等条件,编制零件数控加工程序,并输入到数控机床的数控系统,以控制数控机床中刀具与工件的相对运动从而完成零件的加工。简单理解:就是将铸造的毛坯车削成符合尺寸要求的半成品工件。 其正常加工精度能保证在0.05mm以内。
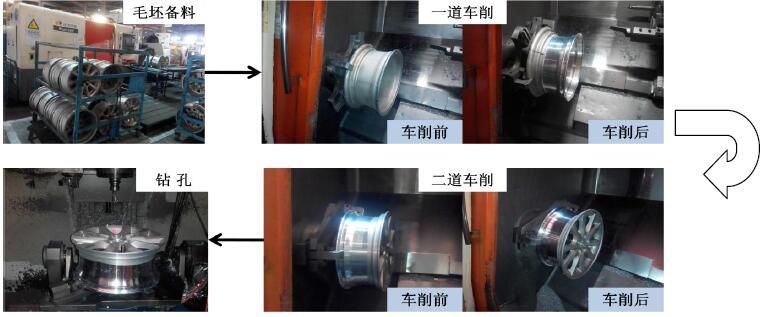
● 加工工艺流程:
毛坯备料 → CNC一道车削 → CNC二道车削 → 加工中心钻孔。
● 涂装介绍:
所谓涂装,就是在金属表面均匀喷涂附着上一些涂料(汽车铝合金轮毂应用的涂料有底粉、底漆、色漆、透明漆或透明粉)。
涂装的作用:由于车轮运行在户外各种环境中,会遇到多种腐蚀因素,如不进行防护会使车轮使用寿命大大缩短;再加上汽车工业的飞速发展和人们审美观点的提高,车轮外观与汽车本身的协调性。所以提高车轮的防腐性能,并给予车轮良好的外观装饰性,提长轮毂的附加价值是主要目的。
涂装工艺流程:行业内常用2种流程,特殊颜色另外调整。
流程一:全涂装产品
半成品备料 → 前处理清洗 → 喷粉 → 烘烤 → 精磨吹灰 → 喷底漆 → 喷色漆 → 喷透明漆(透明粉) → 烘烤 → 成品下线 → 外观检查
流程二:精车或铣加工产品
半成品备料 → 前处理清洗 → 喷粉 → 烘烤 →精磨吹灰 → 喷底漆 → 喷色漆 → 喷透明漆 →烘烤 → 成品下线 → 外观检查 →精车或铣加工 → 前处理清洗 → 喷透明漆(透明粉) → 烘烤 → 成品下线 → 外观检查
涂装工艺中的要点:
1、前处理清洗:由于加工后半成品表面会有切削液、机油残留,加之粗打磨后表面的灰尘 和异物,所以喷涂前的清洗非常关键,主要依靠三个药剂槽液(喷淋):脱脂、酸洗、钝化,最后必须再用纯水清洗过滤确保产品表面清洁度。
2、调漆:不论是色漆还是透明漆,在使用时都 需要用对应的稀释剂进行调配,且在不同的季节温度下调配的比例也不一样,必须达到一个合适的油漆粘度才能确保喷涂品质。
3、烘烤:喷涂过程(包括喷粉、喷漆)中最关键的是“附着性”,就需必须要确保好正确的工艺 烘烤温度和时间。温度低了:会造成涂层未干容易掉漆、脱漆;温度高了:会造成涂层脆性容易崩漆、剥漆。