



1.1、工艺概念
将纤维在手持式枪中切碎,然后送入对准模具的催化树脂喷雾中,沉积材料在标准大气条件下固化(如图1所示)。

图1 喷涂工艺示意图
1.2、主要材料
树脂基体以聚酯树脂为主,而纤维材料仅限玻璃纤维粗纱。
1.3 、主要优势
i) 广泛使用多年。
ii)快速沉积纤维和树脂的方法。
iii)低成本。
1.4、主要缺点
i) 层压板往往富含树脂,因此重量过大。
ii)仅包含短纤维,严重限制层压板的机械性能。
iii)树脂需要低粘度才能喷涂,这通常会损害它们的机械/热性能。
iv)喷涂树脂中苯乙烯含量高通常意味着它们具有更大的危害性,其较低的粘度意味着它们有更大的穿透衣物等的倾向。
(v) 将空气中苯乙烯的浓度限制在法定水平越来越困难。
1.5、典型应用
简单的外壳、轻载结构面板,例如大篷车车身、卡车整流罩、浴缸、淋浴盘、一些小艇。
02 长丝缠绕工艺(Filament Winding)
2.1 工艺概念
该工艺主要用于空心,通常为圆形或椭圆形的部件,如管道和储罐。纤维束在缠绕到芯轴上之前要经过树脂浴,芯轴的旋转速度由纤维输送机构和芯轴方向控制(图2)。
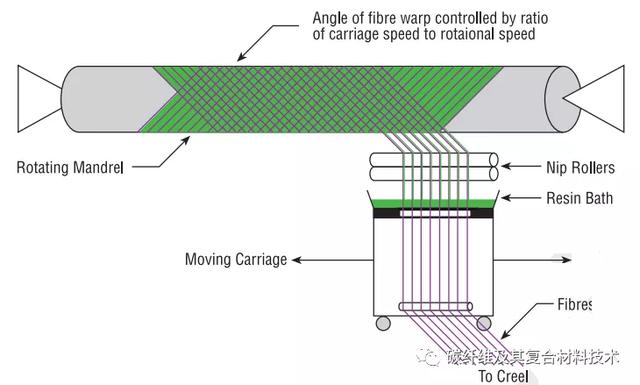
图2 长丝缠绕工艺示意图
2.2 主要材料
树脂基体可以选择环氧树脂、聚酯、乙烯基酯、酚醛树脂等任何一种,而纤维类型也没有限制,但纤维可直接从筒子架上取下,没有织成织物。
2.3 主要优点
i)这是一种非常快速且经济的铺设材料的方法。
ii)树脂含量可以通过测量每个纤维束上的树脂通过夹头或模具来控制。
iii)由于没有在使用前将纤维转变为织物的第二道工序,因此纤维成本得以最小化。
iv)层压板的结构性质可以非常好,因为直纤维可以以复杂的模式铺设,以匹配施加的荷载。
2.4 主要缺点
i)该过程仅限于凸形部件。
ii)纤维不能轻易地沿着组件的长度铺设。
iii)大型组件成本可能很高。
iv)组件的外表面未模制,因此在外观上不美观。
v)通常需要使用低粘度树脂,因为它们具有较低的机械和安全性能。
2.5 典型应用
化学品储罐和管道、气瓶、消防员呼吸罐
03 湿铺工艺(Wet Lay-up)
3.1、工艺概念
用手将树脂浸渍到呈编织、针织、缝合或粘合织物形式的纤维中。这通常是通过滚筒或刷子完成的,越来越多地使用压辊式浸渍剂,通过旋转滚筒和树脂浴将树脂压入织物,层压板在标准大气条件下固化(如图3所示)。
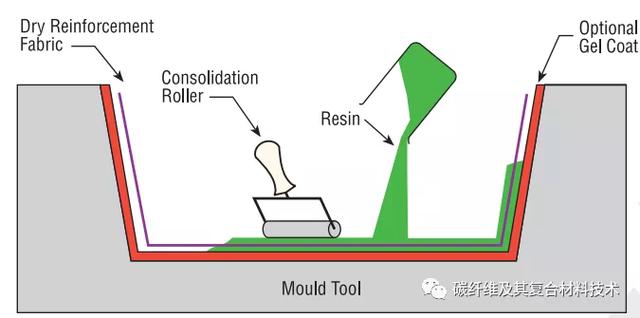
图3 湿铺工艺示意图
3.2、主要材料
树脂基体可以选择环氧树脂、聚酯、乙烯基酯、酚醛树脂等任何一种,而纤维类型也没有限制。
3.3 、主要优势
i) 广泛使用多年。
ii)如果使用室温固化树脂,则成本较低。
iii)供应商和材料类型的选择范围很广。
iv)纤维含量更高,纤维长度也更长。
3.4、主要缺点
i) 树脂的混合、层压板的树脂含量和层压板的质量在很大程度上取决于层压机的技术。如果不引入过多的空隙,通常就无法获得低树脂含量的层压板。
ii)树脂的健康和安全考虑。手工铺层树脂的较低分子量通常意味着它们比较高分子量的产品具有更大的危害性。较低粘度的树脂也意味着它们有渗透服装等趋势。
iii)如果没有昂贵的萃取系统,将聚酯和乙烯基酯中空气中苯乙烯的浓度限制在法定浓度越来越难。
iv)树脂需要低粘度才能手动操作。由于需要高浓度的稀释剂/苯乙烯,这通常会损害它们的机械/热性能。
3.5、典型应用
标准风力涡轮机叶片、生产船、建筑装饰条等。
04 真空袋工艺(Vacuum Bagging)
4.1 工艺概念
该工艺基本上是上述湿铺工艺的延伸,其中一旦层压后就对层压材料施加压力以改善其固结性。这是通过在湿铺层压板上和工具上密封塑料膜来实现的。袋子下面的空气被真空泵抽走,因此可以在层压板上施加高达一个大气压的压力以使其固化(图4)。

图4 真空袋工艺示意图
4.2 主要材料
树脂主要是以环氧树脂和酚醛树脂为主,而聚酯和乙烯酯可能存在一定问题,因为真空泵从树脂中过度萃取苯乙烯。对于增强纤维而言,由于存在一定的固结压力意味着各种厚重的织物可能会被弄湿。
4.3 主要优点
i) 与标准湿铺技术相比,通常可以获得更高的纤维含量层压板。
ii)与湿铺相比,空隙率更低。
iii)由于压力和树脂在结构纤维中流动,使纤维更好地湿润,多余的纤维进入袋装材料。
iv)健康与安全:真空袋减少了固化过程中释放的挥发物量。
4.4 主要缺点
i) 额外的工艺增加了劳动力和一次性包装材料的成本
ii)操作人员需要更高的技术水平
iii)树脂含量的混合和控制仍主要取决于操作员的技能
iv)尽管真空袋可以减少挥发物,但暴露量仍然高于预浸料处理技术等
4.5 典型应用
大型一次性巡航船、赛车部件、生产船中的核心粘接装置。
05 拉挤成型(Pultrusion)
5.1、工艺概念
将纤维从筒子架中拉出通过树脂浴,然后通过加热的模具。模具完成纤维的浸渍,控制树脂含量,并在材料通过模具时将其固化成最终形状。然后,该固化型材自动切割成一定长度。也可将织物引入模具,以提供除0°以外的纤维方向。尽管拉挤成型是一个连续的过程,会产生恒定横截面的轮廓,但允许将一些变化引入横截面中。这个过程将材料拉过模具进行浸渍,然后夹在模具中进行固化。这使得该过程不连续,但可以适应横截面的微小变化(如图5所示)。
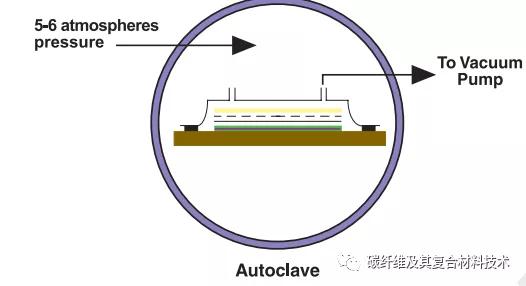
图5 拉挤成型工艺示意图
5.2、主要材料
树脂基体一般为环氧树脂、聚酯、乙烯酯和酚醛树脂,而纤维类型没有限制。
5.3 、主要优势
i) 这是一种非常快速、经济的材料浸渍和固化的方法。
ii)树脂含量可精确控制。
iii)纤维成本最小化,因为大部分来自筒子架。
iv)层压板的结构性能非常好,因为型材中纤维顺直,并且可以获得高纤维体积分数。
v) 树脂浸渍区可以封闭,从而限制挥发物排放。
5.4、主要缺点
i) 仅限于恒定截面或接近恒定的截面构件
ii)加热模具的成本可能很高。
5.5、典型应用
用于屋顶结构、桥梁、梯子、框架的梁和大梁。
06 树脂传递模塑(Resin Transfer Moulding,RTM)
6.1 工艺概念
织物作为干燥的材料堆放,这些织物有时被预压成模具形状,并由粘合剂粘合在一起,然后将这些“瓶坯”更轻松地放入模具中。随后将第二模具夹持在第一模具上,并将树脂注入型腔。也可以将真空施加到模腔上,以帮助树脂被吸入织物中。这被称为真空辅助树脂注射( Vacuum Assisted Resin Injection,VARI)。一旦所有的织物都被润湿,树脂入口就会关闭,层压板就可以固化。注射和固化都可以在环境温度或高温下进行(如图6所示)。

图6 RTM工艺示意图
6.2 主要材料
树脂通常可以采用环氧树脂、聚酯树脂、乙烯基酯和酚醛树脂,但双马来酰亚胺等高温树脂也可在较高的工艺温度下使用。纤维类型不限,缝制的材料在此过程中效果很好,因为间隙允许快速进行树脂运输。一些特别开发的织物可以帮助树脂流动。
6.3 主要优点
i) 可以非常低的空隙率获得高纤维体积的层压板。
ii)由于封装了树脂,因此具有良好的健康和安全性以及对环境的控制。
iii)可能减少劳动力。
iv)组件的两侧都有一个模制表面。
6.4 主要缺点
i) 配套的模具价格昂贵,而且为了承受压力而很重。
ii)一般仅限于较小的部件。
iii)可能会出现未浸渍的区域,从而导致非常昂贵的报废零件。
6.5 典型应用
07 其他注塑工艺(SCRIMP, RIFT, VARTM等)
7.1 工艺概念
与RTM工艺类似,织物作为干燥的材料叠堆放置,然后用剥离层和编织型非结构织物覆盖纤维堆,随后对整个干堆进行真空袋装,一旦袋装泄漏消除,树脂就可以流入层压板。树脂容易在非结构性织物中流动并从上方润湿织物,从而有助于树脂在整个层压板上的分布(如图7所示)。
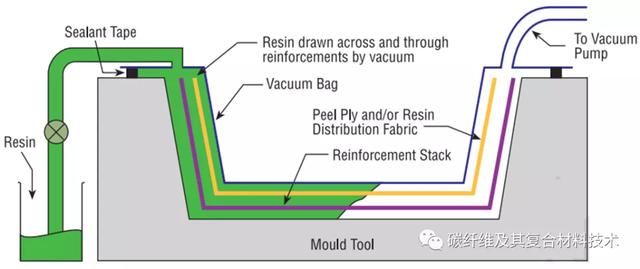
图7 其他注塑工艺示意图
7.2 主要材料
树脂一般为环氧树脂、聚酯和乙烯基酯。增强纤维为任何常规织物,缝制的材料在此过程中效果很好,因为间隙允许快速进行树脂运输。
7.3 主要优点
i) 与上述RTM一样,但只有部件的一侧有模制饰面。
ii)由于一半的工具是真空袋,且主工具所需的强度较低,因此工具成本较低。
iii)可以制造高纤维体积分数和低空隙率的非常大结构件。
iv)标准湿铺工具可在此过程中进行修改。
v)一次操作即可生产带芯结构。
7.4 主要缺点
i)相对复杂的过程,能够在不需要修理的情况下,在大型结构上持续良好地运行。
ii)树脂的粘度必须非常低,因此必须具有机械性能。
iii))可能会出现未浸渍的区域,从而导致非常昂贵的报废零件。
7.5 典型应用
小型游艇、火车和卡车车身面板、风能叶片。
08 高压釜预浸料(Prepreg - Autoclave)
8.1、工艺概念
织物和纤维由材料制造商在加热和加压条件下或在溶剂中用树脂预浸渍。催化剂在环境温度下具有很大的潜伏性,使材料解冻后有数周或数月的使用寿命。但是为了延长储存寿命,这些材料必须是冷冻储存的。用手或机器将预浸料放置在模具表面,真空包装,然后加热到120-180°C,树脂开始回流并最终固化。成型所需的额外压力通常由高压釜(实际上是加压烘箱)提供,该高压釜最多可向层压板施加5个大气压,如图8所示。
图8 高压釜预浸料工艺示意图
8.2、主要材料
树脂基体一般为环氧树脂、聚酯树脂、酚醛树脂和高温树脂,如聚酰亚胺、氰酸酯和双马来酰亚胺。纤维种类不限,可直接从筒子架上取下或用作任何类型的织物。
8.3 、主要优势
i)树脂/催化剂和纤维中的树脂含量可精确设置,并可以实现高纤维含量和低空隙率。
ii)具有出色的健康和安全特性,可以清洁工作。
iii)由于没有在使用前将纤维转变为织物的第二道工序,单向胶带的纤维成本已降至最低。
iv)可以针对机械性能和热性能优化树脂化学性质,高粘度树脂由于制造工艺而不易溶解。
v)延长的工作时间(在室温下长达数月)意味着可以轻松实现结构优化,复杂的叠层。
vi)自动化,并可节省劳动力。
8.4、主要缺点
i) 预浸织物的材料成本较高,对于这些应用,通常也需要昂贵的高级树脂。
ii)通常需要高压釜来固化组件,设备昂贵,操作缓慢且尺寸受限。
iii)模具必须能够承受所涉及的过程温度,而芯材必须能够承受过程温度和压力。
iv)对于较厚的层压板,预浸料层需要在铺层过程中进行热“疏解”,以确保层间空气的去除。
8.5、典型应用
飞机结构部件(例如机翼和机尾部分)、F1赛车
09 非热压罐预浸料(Prepreg - Out of Autoclave)
9.1 工艺概念
低温固化预浸料与传统高压釜预浸料完全相同,但其树脂具有可在60-120°C的温度下完成固化的化学性质。对于低温固化(60°C),材料的使用寿命可限制在一周以内,但对于更高温度的催化作用(>80°C),工作时间可以长达几个月。树脂系统的流动曲线允许单独使用真空袋压力,从而无需高压釜(如图9所示)。
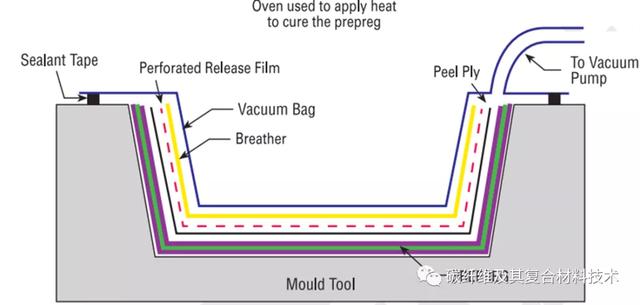
图9 非热压罐预浸料工艺示意图
9.2 主要材料
树脂通常只采用环氧树脂。纤维类型不限,常规预浸料。
9.3 主要优点
i)所有与使用上述传统预浸料相关的优点((i)-(iv))都包含在低温固化预浸料中。
ii)由于固化温度较低,因此可以使用较便宜的工具材料,例如木材。
iii)由于只需要真空袋压力,因此可以容易地制造大型结构,并且可以通过简单的热风循环烘箱(通常在部件上原位建造)将温度加热到这些较低的温度。
iv)如果遵循某些程序,则可以使用常规的泡沫芯材。
v) 比高压釜工艺能耗低。
vi)提供高水平尺寸公差和可重复性。
9.4 主要缺点
i)尽管树脂成本低于航空应用所需的材料,但材料成本仍然高于非预浸织物。
ii)工具必须能够承受比注入工艺更高的温度(通常为80-140°C)。
9.5 典型应用
高性能风力涡轮机叶片、大型竞速和巡航游艇、救援艇、列车部件。



