


本文将探讨先进高强度钢如何会在冲切和成形中产生边缘开裂,以及为减少边缘失效而采取的最佳冲切、模具和材料试验。本文涵盖了近期举办的关于Docol®边缘延展性线上研讨会的重点内容,研讨会的分享嘉宾是SSAB的高级成形专家Vili Kesti。

SSAB高级成形专家Vili Kesti
通常,只要冲切边缘需要成形的领域,都需要边缘延展性。例如,在汽车底盘应用中,零件常常要在连续生产工艺中进行机械剪切或冲切。冲切过后,会出现不同的边缘应变情形:如扩孔、翻孔成形、翻边拉延等等。
随着先进高强度钢汽车零件的设计变得日益复杂,避免冲切边缘在成形时开裂成为一项更具挑战性的工艺,尤其对热轧先进高强度钢来说更是如此。此外,如果零件的边缘有开裂等初始缺陷,会对零件的疲劳性能产生负面影响。
先进高强度钢边缘延展性问题实例

实例一:在扩孔工艺中,冲孔边缘出现了裂纹。裂纹开始于冲孔的圆周部分,显示出粗糙的剪切面。
Rough sheared surface 粗糙的剪切面
Smooth sheared surface 光滑的剪切面

实例二:这是一个典型的翻边裂纹特写,该区域在成形工艺中存在较大的拉伸应变。
仿真分析软件可以非常有效地捕捉到最初可能不是明显容易出现开裂的关键区域(如高应变)。
在机械冲切工艺中,如冲孔工艺,会产生强烈的加工硬化现象,也可能会出现初始间隙和形成切边毛刺——所有的这些构成“剪切影响区”(shear affected zone,简称SAZ)。
SSAB采用显微硬度的测量方法,确定离切面越近,加工硬化值越高。这降低了边缘的变形能力,甚至在没有进行任何成形工艺之前。
根据先进高强度钢的微观结构,剪切影响区(SAZ)间隙可以在杂质颗粒、碳化物、相界等附近产生。
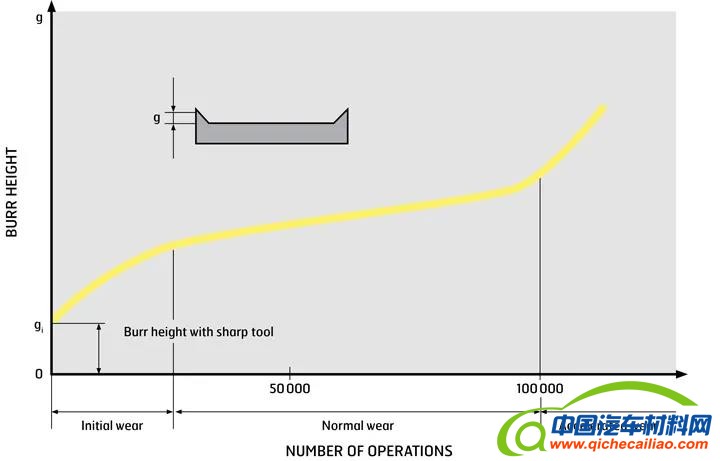
BURR HERIGHT 毛刺高度
NUMBER OF OEPRATIONS 冲压次数
Initial wear 初始磨损
Normal wear 正常磨损
Accelerated wear 加速磨损
Burr height with sharp tool 模具锋利情况下的毛刺高度
首先,在成形过程中,最好的做法是了解(和记录)模具的磨损率。通常,您会得到一个初始磨损率,然后进入磨损率进入平稳期,再后是加速期。毛刺的形成也是类似的模式:请见上图。在这两种情况下,预计在加速期开始之前,要修模以保持模具的稳定。对某些先进高强度钢牌号而言,模具磨损会大大降低扩孔率。
如果可能的话,将毛刺安排在边缘内侧。毛刺在边缘外侧在随后的折弯操作中容易产生缺陷。
使用特定先进高强度钢牌号的最佳冲切间隙——在某些情况下高于ISO 16630 标准的12%——可以提高您的扩孔率(HER)值。请向您的先进高强度钢制造商查询特定钢牌号和应用的冲切间隙。
保持模具的稳定性和采用一致的冲切间隙互为关联。模具磨损受到冲切间隙和所冲切先进高强度钢牌号的影响。模具的刚度也很重要:刚度有助于在冲孔周围以及长翻边边缘提供一致的冲切间隙。
可以通过改变切割方法——如钻孔、机加工或线切割(电火花加工,英文简称为EDM)——来消除剪切影响区。然而,钻孔、机加工和电火花加工都很费时,而且不适用大批量生产。热切割方法可以改善边缘延展性,如激光或等离子切割,但由于加热的缘故,它们会产生硬度梯度。
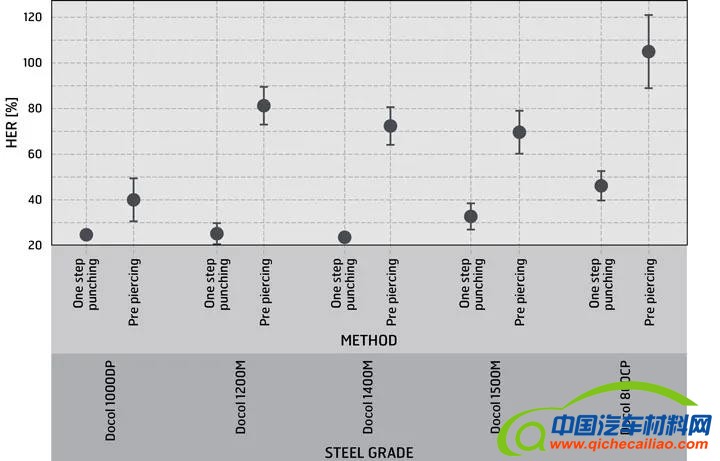
HER [%] 扩孔率(%)
One step punching 一步法冲孔
Method 方法
Pre piercing 预冲孔
Steel Grade 钢牌号
许多技术论文提供的证据表明,预冲孔(也称为二次剪切)可大大提高先进高强度钢的扩孔率,从而改善边缘成形性。
使用预冲孔方法,一步法冲孔或两步独立的冲孔操作可用以创建一个初始孔后进行修边操作。为了达到最佳效果,必须仔细选择所产生的修边或冲孔环的厚度。预冲孔可以大大提高扩孔率(HER),但改善的程度因先进高强度钢牌号而异,如本图所示。
边缘延展性在不同钢牌号之间有很大差异,即使这些钢牌号有类似的强度水平。您也会注意到不同的钢铁生产商提供的以“相同名称”命名的钢牌号,其边缘延展性也不尽相同。
同时,扩孔率和传统的屈服强度、抗拉强度或延伸率没有明确的相关性。(虽说如此,但最近发布的一些出版物,确实表明真实厚度断裂应变和扩孔率之间可能存在相关性:如果有更多的研究证实了这种相关性,我们希望未来在“技术洞察”文章版块撰写相关内容。)
例如,这里有有四种不同的钢牌号,它们的抗拉强度都超过800MPa。显然,选用正确的钢牌号,您可以获得更为出色的边缘成形性能。
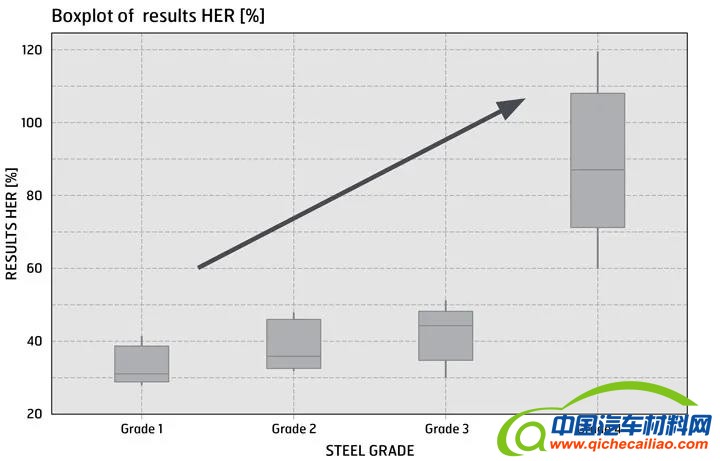
RESULTS HER [%] 扩孔率结果[%]
Boxplot of results HER [%] 扩孔率结果箱线图[%]
Steel Grade 钢牌号
Grade 1/2/3/4 钢牌号1/2/3/4
在选用先进高强度钢时,我们还需要考量:在实际的车间条件下,要保持冲切间隙的一致性很困难。本图表明,与传统的先进高强度钢牌号相比,Docol® HE(高边)钢牌号,在一定的冲切间隙范围内,具有更出色的边缘质量和更好的成形性。
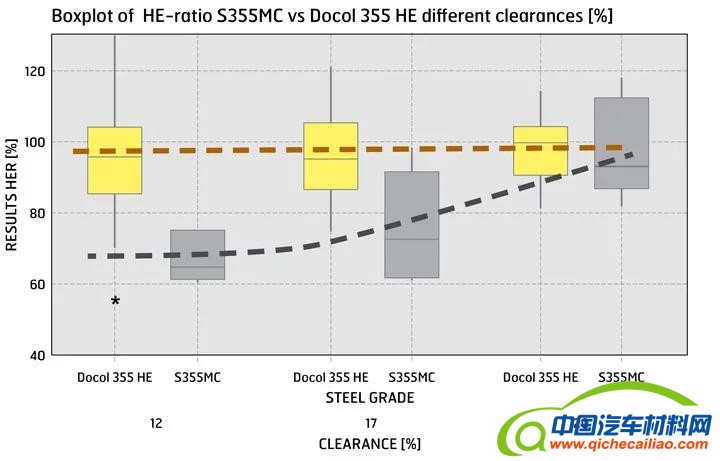
Results HER[%] 扩孔率结果[%]
Clearance [%] 间隙
Steel Grade 钢牌号
Boxplot of HE-ratio S355MC vs Docol 355 HE different clearances [%]
不同的冲切间隙范围内S355MC vs Docol 355 HE扩孔率箱线图[%]
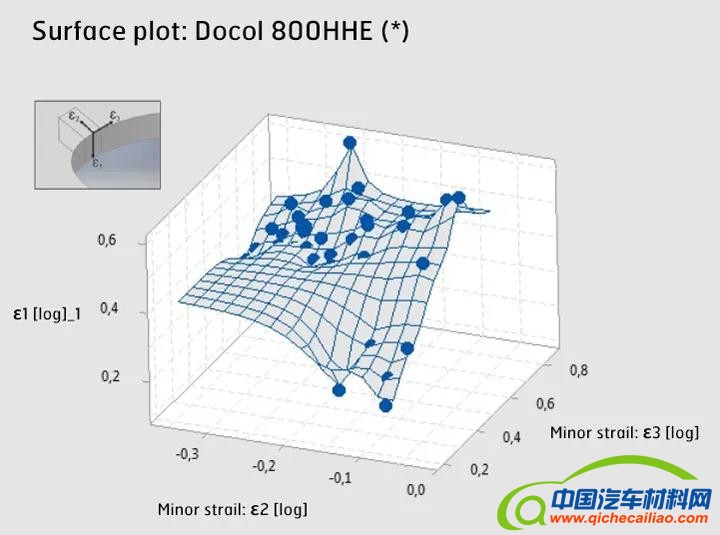
Surface plot 曲面图: Docol 800HHE (*)
Minor strail: ε2 [log] 次应变:ε2 [log]
Minor strail: ε3 [log] 次应变:ε3 [log]
目前全球范围内的扩孔试验标准是ISO 16630,该标准因提供的结果不确定性和波动性极大而广受非议。
ISO 16630只涉及一种特定的应力/应变状态。但实际的生产中往往包含不同的边缘负载情况。即使在同一个汽车零件中,边缘也可能有各种不同的应力/应变状态。
我们可以利用不同的试验来涵盖更广泛的应力/应变负载情况,包括线上数字图像相关法(DIC)进行应变测量。SSAB的研发人员使用的试验包括:
· Nakajima HE试验
· KWi HE试验
· Diabolo试验
· 双折弯试验
· 冲孔拉伸试验
SSAB的研发人员正致力于开发一种新概念来描述“整体边缘成形性”。该方法使用上述所有试验,在三个不同的方向(ε1、ε2和ε3)测试先进高强度钢的样件,创建了一个三维边缘成形极限图(FLD),绘制出开裂前的应变极限。
三维边缘成形极限图可直观地用以比较不同材料及其整体边缘延展性。此外,它们还可能被用来有效地进行仿真分析。



