


本文将对拉伸试验和成形极限图(FLD)进行比较。

Lars Troive,SSAB高级成形专家
关于拉伸试验的问题
超高强度钢是一种应用于汽车行业的成熟材料,通常用于特定的车身结构加强件、保险杆加强件、车门防撞梁以及座椅框架和机构件。
超高强度钢有助于实现5星碰撞等级,并将部件重量减少40%。此外,使用超高强度钢还能够帮助主机厂商降低成本,提高生产效率,同时开发更多的创新部件设计,在市场上更具竞争力。尽管有这么多好处,许多主机厂商仍在选择较软的钢种,错失了竞争优势。原因是他们在考虑可成形性时只依赖拉伸试验的延伸率结果。
SSAB高级成形专家Lars Troive博士解释道:“拉伸试验是最常用的试验,其方法是将试样拉至断裂,然后测量它延伸了多长。这被称为延伸率。例如,如果测试零件的尺寸为80mm,然后在断裂前尺寸变为88mm,那就代表其延伸率为10%。”
他继续说道:“长期以来,拉伸试验一直是判断钢铁成形性的最常见做法,但这种方法并不能准确判断现代强度较高的钢种。这是因为这些强度较高的钢种表现不同,与传统较软的钢种相比,会产生更多局部塑性变形。”
预测超高强度钢变形的一种更准确的方法是通过创建成形极限图(FLD),亦被称为成形极限曲线。单个成形极限图(FLD)提供几种材料失效试验的图形描述,即使用不同的试样几何形状进行的杯凸试验。每个试样(即钢坯)都有其独特的宽长比,在失效前,会产生不同的变形模式。它们的变形模式不同,并拥有自己的应变路径。
在进行成形极限图(FLD)试验之前,每个试样先是被涂成白色,然后喷涂成“散斑图案”,试样被图案上的黑点随机地覆盖。涂白色底色是为了与黑色图案形成良好的对比。
在试验中,散斑图案由压机内置的两台摄像机拍摄。在整个成形操作过程中,摄像机捕捉到每个点的运动,从而在失效前估算出应变路径。当您在每种不同的(空白)几何形状上进行杯凸试验时,您将从每个试验中得到两个数值:主应变和次应变。然后在以X轴和Y轴组成的坐标系中画出成形极限图(FLD),并用一条线将获得的所有应变值连起来。这条曲线代表了钢的成形极限,意味着钢开裂的风险非常高。
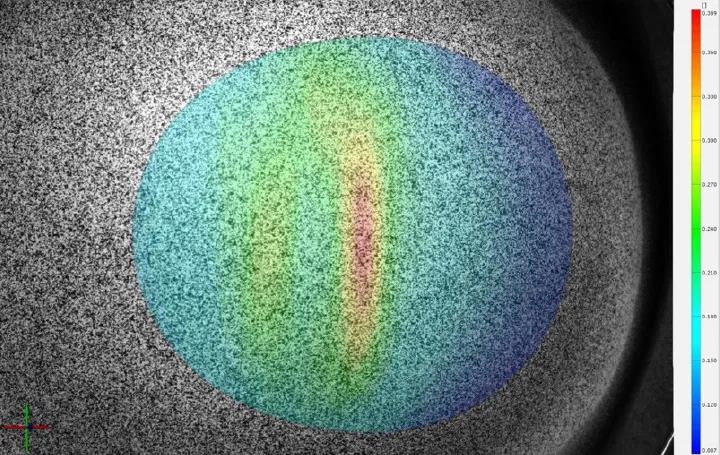
图1:随机的散斑图案(左图)和绘制在成形极限图(FLD)上的主应变和次应变(右图)。
换言之,可成形性试验决定了钢铁在开裂前能成形到什么程度,这取决于应变状态以及材料变形方式。
图2中的拉深杯证明了超高强度钢在低延伸率值的情况下仍然可以成形。
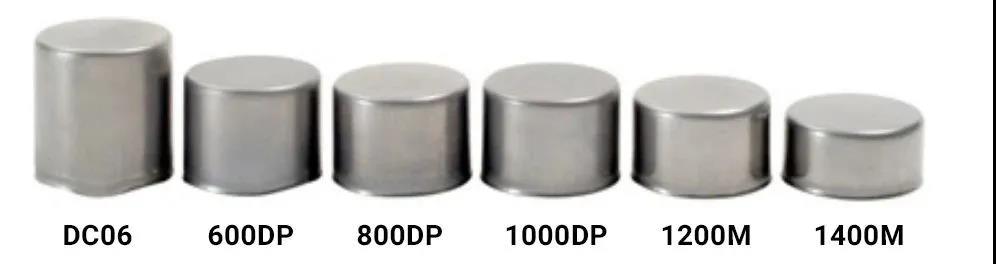
图2:从软钢到超高强度钢的一组拉深杯,如1400M的拉伸强度是1400Mpa。
更精确的超高强度成形试验结果
“直观地来看,成形极限图(FLD)试验中细长试样的成形方式几乎与拉伸试验里的试样成形方式相同。”Troive说道,“当拉伸的时候,它在中间变窄,正如拉伸试验中的试样一样;这被
“我们做一个简单的试验,在拉伸试验的试样上,印上尺寸为2mm*2mm大小的方形网格图案,在其失效后进行测量。”Troive继续说道。“以百分比计算,在2mm的距离上发生的延伸量比在80mm的长度上发生的延伸量大很多——在拉伸试验中使用的衡量标准,即以毫米(mm)为单位的总延伸除以80mm,代表着80mm长度上的平均延伸量。”
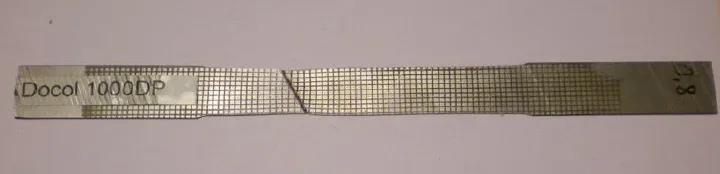
图3:例如,测试相同强度的超高强度钢,在2mm范围内20%的局部应变(网格图案)比在80mm范围内所显示的百分比要大得多,这是在拉伸(拉延)试验中通常得到的结果。
这就解释了两种试验(拉伸试验和成形极限图试验)在试验结果方面存在巨大差异的原因,因此,超高强度钢可以成形到什么程度,得出的结论也各不相同。
解析成形极限图(FLD)
由于成形极限图(FLD)提供了有关特定的超高强度钢如何成形的最准确的数据,因此了解如何解析结果至为关键。
今天,汽车行业对成形过程通常采用有限元(FE)仿真分析。基于有限元仿真分析建立的成形极限图是一个非常重要的工具,因为它能够展示计算出的应变是否在安全的成形区域内,或者是否接近失效状态。
成形极限图可被分为三个部分:
- 右侧双向拉伸(拉延)
- 中间平面应变
- 左侧纯剪切(拉深)
Troive解释道:“我们尝试利用成形极限图,为许多具有不同应变路径的材料失效试验提供图形描述。总的来说,成形极限曲线以下的区域被认为是成形操作的安全区域。由于冲压工艺或材料特性的微小变化,为了给可能出现的波动留有空间,常见的做法是将曲线降低一些。成形极限图被广泛用作成形仿真分析或应变测量的断裂标准。”
“然而,在几种情况下,成形极限图是无法预测失效的。切割边缘就是其中的一种情况。切割边缘的延展性很大程度上取决于毛坯的切割方式。例如,是否使用了正确的切边间隙?模具是否锋利?等等。在这种情况下,我们需要以实际试验并将结果与在边缘处的应变水平进行比较。”Troive说道。(获取更多信息,请观看Docol®的研讨会点播视频“先进高强度钢实现高边缘延展性的方法”。)
不同的形状和成形类型将会使材料以不同方式变形。通常,最差的情况是当零件在纯平面应变的条件下成形。简单的弯曲是这种成形操作的一个例子,会造成最短的应变路径失效。还有可能改变应变路径。最简单的方式是优化毛坯的几何形状,防止材料被卡住,因此,材料需要拉延而不是拉伸。
对比拉伸试验和成形极限图试验的结果
一直以来,汽车制造商们都常使用较软的钢材,这种情况下拉伸试验和成形极限图试验得到的结果非常相似。换言之,拉伸试验一直以来都更加成熟,因此也更被广泛使用。只使用拉伸试验带来的风险是,错过了使用更高强度钢的机会。
“如果您只看拉伸试验的数据,您可能认为一切都不可能。但如果您分析下可成形性试验的结果,几乎达到100%的增长,例如在成形过程中实际区域应变从10%扩大到20%。对于汽车应用来说,通过分析成形极限图的数据而不是只看延伸率,就会产生各种可能性。”Lars Troive解释道。
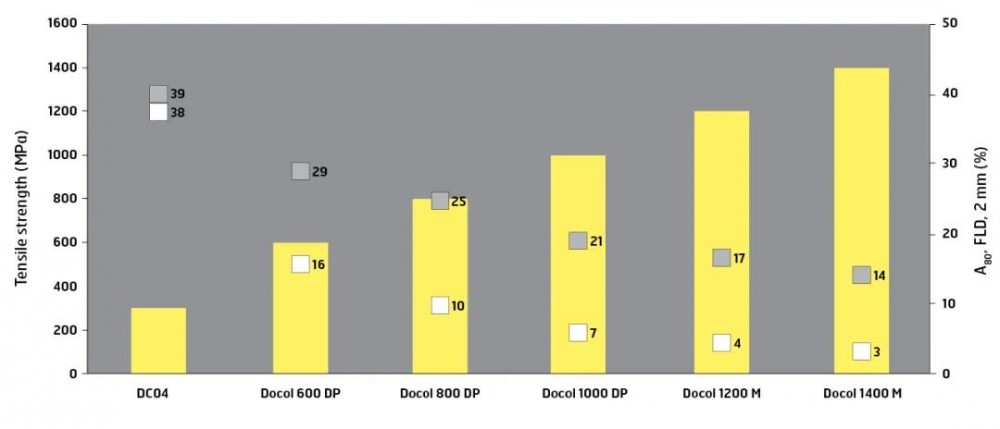
图4:A80拉力拉伸试验(白色方块)和成形极限图试验2mm(灰色方块)(结果以%表示)。
当绘制拉伸试验中的延伸率结果和成形试验的结果时,随着钢材强度的增加,差异可以很容易地看到。
实际证明超高强度钢的可成形性
许多汽车主机厂商在选择材料时已经在参考成形极限图的数据了。此外,在汽车应用中,具有极高拉伸强度的超高强度钢可成形的证据已经存在。
例如,顺普集团(Shape Corporation)采用Docol® 1700MPa马氏体钢利用3D辊压成形工艺,为A柱和车顶纵梁管提供了更轻、更强和更节省空间的解决方案。这些更紧凑的设计增加了内部空间和驾驶员的视野,同时优化了福特2020 Ford Explorer和2020 Ford Escape安全气囊的位置。
使用高强度钢的其他优势
除了提供更出色的碰撞性能以及帮助减轻重量,选择合适的超高强度钢还可以为汽车制造商提供其他宝贵的优势:
- 使用的材料更少:超高强度钢独特的强度和技术特性可以使主机厂商(OEM)通过利用更薄的部件厚度来减少制造汽车部件所需的材料。
- 材料成本更低:在材料成本和成形成本方面,其他高强度轻质材料比超高强度钢的成本要高得多。
- 成形成本更低:尽管与使用更软的钢相比,您可能需要投资更强的模具部件,但超高强度钢通常使用传统的生产设备成形,这样您可以充分利用已有的机器设备。
- 成形更快,能耗更低:您也许可以用冷成形的先进高强度钢来取代热冲压的硼钢。无需复杂的热冲压模具(这也需要大量的能源用于加热和冷却),在加快生产时间的同时,还节约了成本。
- 焊接性:许多超高强度钢因其合金成分较少,可以使用标准焊接工艺进行焊接。
最大限度地发挥汽车零部件的设计潜力
汽车部件采用超高强度钢可以带来很多创新的可能性。然而,仅仅依靠拉伸试验的延伸率数据来判断可成形性,您很可能会选择较软的钢,从而错过了改进的机会。相反,如果参考成形极限图的试验结果,可确保您在选择超高强度钢时能获得最大的收益。



