在特斯拉筹划推出2.5万美元的电动车之际,通用“抢购”了一家砂型铸造专业技术公司Tooling & Equipment International(简称TEI),启动了自己的铸造业务,使车辆更加便宜、更加高效。通用汽车在给路透社的一份声明中说:收购TEI是为了加强创新产品组合,确保获得独特的铸造技术。
TEI这家公司多年来一直在闷声干大事:特斯拉在一体化压铸(Gigacasting)领域开疆拓土少不了它的一份功劳。它首创的这项技术将大型车身部件铸造成一片式,既节省时间,又节省成本。这家铸造公司曾经加速了特斯拉一体化压铸模具的发展,使之能铸造更复杂的部件。
TEI和特斯拉一直在使用的其他三家供应商,在一定程度上促成了这种一体化压铸技术,这种技术使用工业用砂和3D打印技术制造铸件。
路透社报道称,特斯拉能在一年半到两年的时间里“从无到有”开发一辆汽车,巨型压铸技术是关键。目前大多数竞争对手需要3到4年的时间。

这些压铸公司在一种名为“快速原型”的工艺中使用砂型铸造技术,帮助特斯拉快速、低成本地验证巨型模具的设计和工程规格。TEI等公司用工业用砂制作测试模具,并使用3D打印机制造出能够浇铸熔融合金的砂模。这种方法的主要优点是可以快速打印砂模,然后以最低成本多次重复打印,对模具设计进行微调和校正。
据四位消息人士称,TEI在2017年左右开始帮助特斯拉开发Model Y,并被业界认为是世界顶级的砂型铸造专家之一。据其中两位消息人士称,从那时起,TEI就参与了特斯拉Model 3、Cybertruck及其重型Semi truck的一体化压铸模具原型开发。
直到2023年,四位消息人士向媒体透露,TEI早已被通用汽车收购了。随着TEI的出走,特斯拉开始更多地依赖其在英国、德国和日本使用的另外三家铸造企业,开发巨型压铸模型,用于生产未来十年计划中的数百万辆低价电动车。与此同时,特斯拉正在努力寻找另一家砂型铸造专业公司来接替TEI,同时也在公司内部开发这种关键的专业技术,减少对外部供应商的依赖。
虽然特斯拉在制造技术方面已经领先于竞争对手,并将竞争对手都甩得很远,但收购TEI能够让通用前排就坐,更好地看清楚特斯拉是如何磨练一体化压铸技术的。
通用在其声明中表示:“将TEI纳入通用汽车,是利用该公司数十年的铸造经验为未来小批量产品(如凯迪拉克 Celestiq)的战略铸造提供了竞争优势。TEI凭借Celestiq铸件获得了美国铸造协会颁发的2023年度铸造奖。
不只是通用汽车,福特、现代、丰田等众多汽车制造商都在试图复制特斯拉的一体化压铸技术。该战略的关键在于利用一体化压铸技术将汽车的结构平台和副车架制成一个整体,然后在最后将其拼接在一起,汽车的其他部件也是平行生产的。
下面我们来看看大型铝合金汽车底盘一体化砂型铸造技术,内容来源于:刘付曙, 朱宇, 林韵等. 大型铝合金汽车底盘一体化砂型铸造技术[J]. 机械制造, 2023, 第61卷(9):36-38.
二、大型铝合金汽车底盘一体化砂型铸造技术
随着特斯拉汽车对汽车底盘进行集成化制作,国内整车厂纷纷跟进,目前,采用压铸生产的前舱室、后地板、电池舱已经分别进行了整合压铸。为了进一步整合汽车底盘零件的制作,尝试将前舱室、后地板、电池舱合并成一个产品进行铸造,在这一情况下,由于零件整体尺寸为3 846 mm×1 545 mm×693 mm,采用压铸工艺将会面临压铸机吨位不足的问题。对此,采用砂型铸造,结合砂型三维打印技术、保温涂料技术、砂型加热技术,来一体化成型汽车底盘,以获得外观和内部质量合格的零件。
铸件结构特点和技术难点
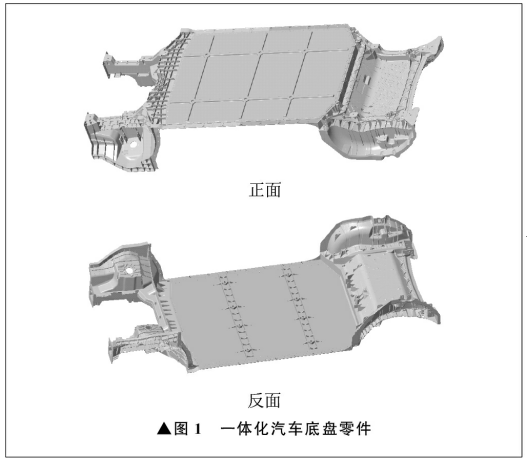
一体化汽车底盘零件属于超大型薄壁铸件,铸件外形尺寸为3 846 mm×1 545 mm×693 mm,总质量为167 kg,最小壁厚为3.5 mm,包含很多窄而深的筋条。中间的电池板为长方形,壁厚为6 mm。一体化汽车底盘零件如图1所示。
该零件的工艺难点为:① 零件壁厚较薄,属于大型薄壁零件,铸造过程中容易出现冷隔和浇不足缺陷;② 由于零件尺寸大,铸件容易出现变形和开裂;③ 铸件外形尺寸较大,尺寸公差难以控制。
合金选择和制备
一般情况铝合金压铸结构件采用的材料为AlSi10 MnMg,这是综合考虑压铸件强度和延伸率的选择。但是由于其流动性不高,不适用于砂型铸造生产。为了保证零件的机械性能,适应砂型铸造要求的流动性佳的特点,采用ZL101A铝合金材料进行试验。
从原材料的精度、纯度、存储、表面状态等方面进行控制,并对操作的工具、坩埚、涂料等进行控制,保证合金熔炼不受到污染。通过这些控制,保证ZL101A铝合金杂质元素含量满足要求。在杂质元素得到控制的基础上,研究镁、钛等元素化学成分的变化规律,进行镁元素烧损规律的研究,优化镁和钛的加入量、加入时间、加入方法、加入形式等,使提高合金强度的元素更靠近强度峰值对应的含量。从上述几个方面进行研究,可以在合金成分达到要求的基础上,进一步进行成分控制,为保证力学性能达标奠定坚实的基础。
采用铸造研究所自主开发的低温加硅工艺技术,降低熔炼温度,减少合金吸气和氧化夹杂,提高合金液的纯净度。此外,采用高纯氩气旋转喷吹与熔剂复合精炼的技术进行精炼,利用喷头的旋转剪切作用,使高度弥散的氩气气泡均匀弥散在合金液中,并随之上浮,将渣、气吸附带至铝与熔剂界面处,被熔剂吸附,提高精炼效果。
采用多种元素复合细化的方法对ZL101A铝合金进行晶粒细化处理。
铸件完整充型控制
为降低风险、成本,缩短研制时间,采用砂型铸造成型技术。通过优化浇注系统,型腔表面涂敷保温透气保护涂料,以优化零件表面质量。型腔采用呋喃树脂三维打印成型,其它非成型表面的砂型采用酚醛树脂砂加工而成。三维打印的砂型铸造具有以下特点:① 成型速度快,打印后的型腔砂型可直接使用,省去模具制造时间,从而缩短制造周期; ② 铝合金液充型平稳,可以实现顺序凝固和在重力压头下的自然补缩,有效提高铸件内部质量;③ 在浇注过程中可以充分排气,减少铸件的气孔缺陷,提高零件的机械性能。浇注工艺参数见表1。
表1 浇注工艺参数

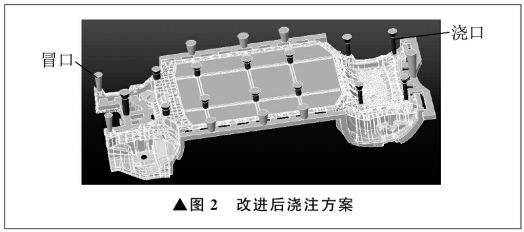
对浇注铸件的表面检验结果发现,铸件出现局部未充满现象。经过分析,认为薄壁铸件在充型过程中热量损失大,合金液温度下降很快,流动性急剧降低。为了提高铸件的充型能力,在工艺设计中提出:增加浇口数量,由4个增加至13个;提高倾斜角度,由4°提高至8°;对砂型进行预热,热风预热至100 ℃;改善浇注系统,改进后的浇注方案如图2所示,使合金液充型平稳,保证铸造充型完整。同时将合金液的浇注温度提升至780 ℃±5 K,充型速度提高至1.5 kg/s,在砂型表面涂刷一层保温涂料,并加强砂型的排气。经上述改进后,浇注的铸件充型完整,外观符合要求。
铸件尺寸精度控制
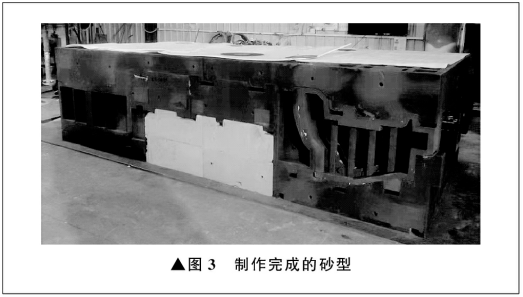
铝合金一体化汽车底盘铸件属于薄壁近净形复杂铝合金铸件,大部分尺寸不需要经机械加工就要直接使用,对整体铸件尺寸精度要求较高。因此,为了尽可能减少砂块数量,减小由于多个砂块组型引起的尺寸误差,进行砂型的分模设计及优化,最终确定三维打印各个组件,然后再拼接为整体砂型。另一方面,为防止型芯在浇注过程中漂移,将外皮砂型与内芯配合面设计为阶梯齿状,并且型芯在浇注时不漂移。制作完成的砂型如图3所示。
由于铝合金一体化汽车底盘铸件整体壁厚较薄且中间无支撑,因此在铸件热处理过程中易产生变形,从而引起铸件尺寸超差。对此,在铸件淬火之前进行热处理防变形工装的制作,并严格控制固溶热处理温度,在固溶后进行机械矫正,再进行退火处理,有效防止铸件在热处理过程中的变形。为了检验实际浇注的铝合金一体化汽车底盘铸件尺寸是否符合要求,对铸件进行全尺寸检测。由于铸件整体较薄且结构较为复杂,采用传统划线及卡尺检查无法准确获得铸件的整体尺寸,因此采用卷尺对铸件进行长度尺寸检测,获得的铸件尺寸在规定的范围之内。
铸件内部质量控制
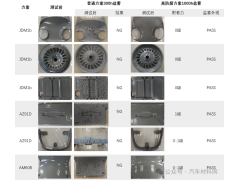
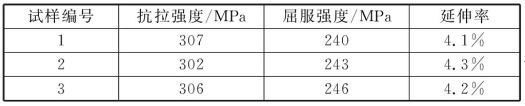
对筋条交汇处增加冷铁,在电池板大平面部位增加冒口和排气后,对浇注的铝合金一体化汽车底盘铸件进行100% X光射线检测,因此铸件整体内部质量较好。由于铝合金一体化汽车底盘铸件承受较大的动载荷和疲劳载荷,铸件对力学性能及疲劳性能要求较高。对铝合金一体化汽车底盘铸件进行本体取样,并对试样进行力学性能拉伸试验。铸件本体试样力学性能见表2。由表2可知,ZL101A铝合金一体化汽车底盘铸件不同部位的本体力学性能基本一致,无明显异常现象。
表2 铸件本体试样力学性能
大型铝合金汽车底盘一体化砂型铸造技术,通过原料纯度控制、合金成分控制、合金熔体净化、合金变质及晶粒组织细化,可以获得本体各向同性、力学性能优异的ZL101A铝合金一体化砂型铸件。
采用砂型铸造方法,优化浇注系统,在筋条交接厚壁处进行加强冷却铸造工艺,提高浇注温度,并结合保温涂料及增强砂型排气,获得充型完整、内部质量优良的铝合金铸件。
一体化砂型铸造技术可以满足铝合金一体化汽车底盘零件的单件小批量制造需求,具有较大的应用潜力。
参考文献
[1] 孟爽芬,孙志伟,李虹,等.大型、薄壁铝合金铸件用易溃散冷硬树脂砂的研制及应用[J].铸造,1991,40(11):6-11.
[2] 阮明,刘海峰,姚红,等.大型薄壁铝合金减震塔砂型铸造技术研究[J].铸造,2017,66(4):327-331,336.
[3] 陈敏,丁旭,沈刚,等.铝合金箱体件砂型铸造工艺设计及模拟分析[J].铸造技术,2017,38(12):2903-2906.
[4] 廖萍,谢寨川.砂型铸造铝合金右箱体缺陷分析及工艺改进[C]// 2016重庆市铸造年会,重庆,2016.
[5] 肖冬,康明,卢定全.树脂砂添加剂在铸造生产中的应用[J].汽车科技,2001(6):20-22.
[6] 凌宏江,戴续绮,魏华胜,等.有色合金用呋喃树脂砂溃散性的研究[J].特种铸造及有色合金,1995,15(2):12-15.
[7] 余洛生,刘丰,刘丽敏,等.3D打印呋喃树脂砂型成形精度研究与控制[J].铸造,2022,71(11):1407-1412.
[8] 马秉平,张龙江,刘天平,等.3D打印砂型的轻量化设计[J].现代铸铁,2022,42(5):62-64.
[9] 张吉雁,刘仲礼,王桂权.大型薄壁结构铸件常见缺陷原因分析及解决措施[J].铸造,2021,70(12):1461-1465.
[10] 王永东.铸件裂纹的形成原因及防止方法[J].矿业装备,2021(6):226-227.
来源:
【1】通用“偷”走了特斯拉的一体化压铸供应商,汽车商业评论 2023-11-17 07:02 发表于北京
【2】大型铝合金汽车底盘一体化砂型铸造技术,作者:刘付曙1, 朱宇1, 林韵1, 刘超峰1, 黄祥1, 吴月强1, 安肇勇1, 黄华1, 廖仲杰1, 陈耀波2;单位:1广东鸿图科技股份有限公司; 2佛山市稳炫智能科技有限公司;《机械制造》 2023年第9期 P36-38
汽车材料网整理