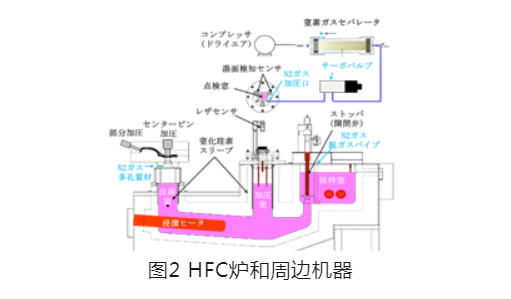
着眼于挤压铸造,重力铸造这样,注汤过程中产生氧化物,和低压铸造的中间升液槽内的溶汤在开模时下落,产生的氧化物,以及由于在汤口周围附着了凝固物,导致在铸造品中混入了夹杂物的问题,致力于干净的溶汤从注汤开始,到整个铸造过程中,抑制夹杂物的产生和混入的工艺的开发,开发了一种在原来的低压铸造中,新加入了在加压室,给汤室中引入氮气,抑制汤面氧化,通过增加精密气体加压控制,对汤口,腔室充填的最适合溶汤流动控制压力机构和充填后的凝固控制加压机构的HFC 铸造工艺。该工艺同时使用气体和液压两种加压方式对模具模腔内充填溶汤Hybrid Fill Casting(混合,充填,铸造)简称 HFC 工艺。
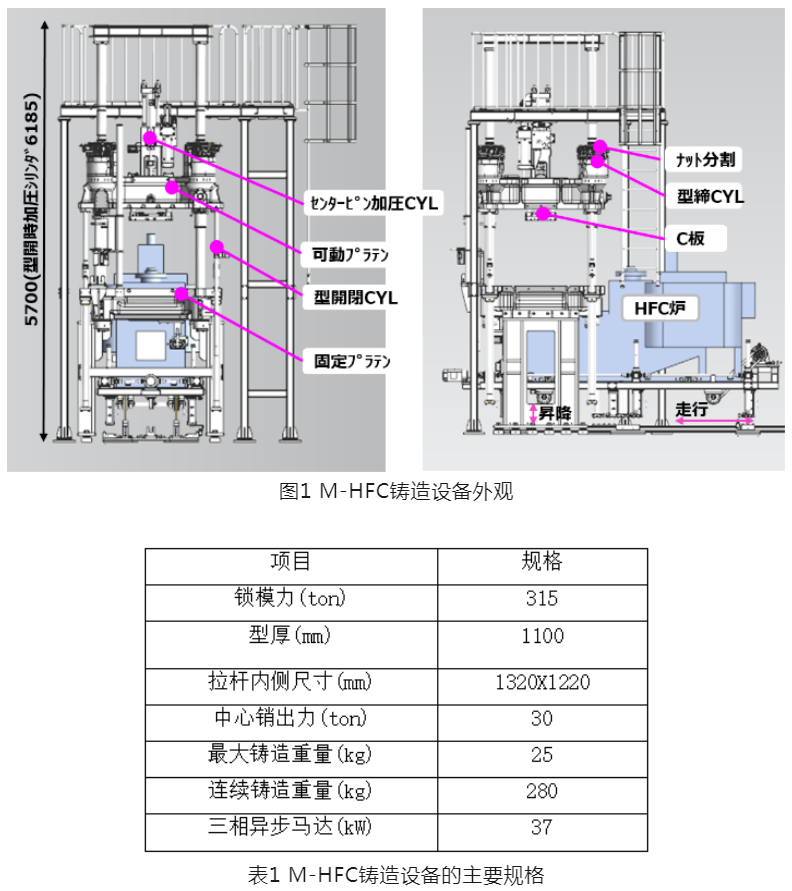
HFC的铸造设备(M-HFC)的外观如图1、主要规格用表1来表示。铸造设备本体通过在动模板的4角内置的锁模机构的2块模板构造,控制了高度。通过中心销和局部加压销的行程控制,根据凝固收缩进行加压。
研究结论
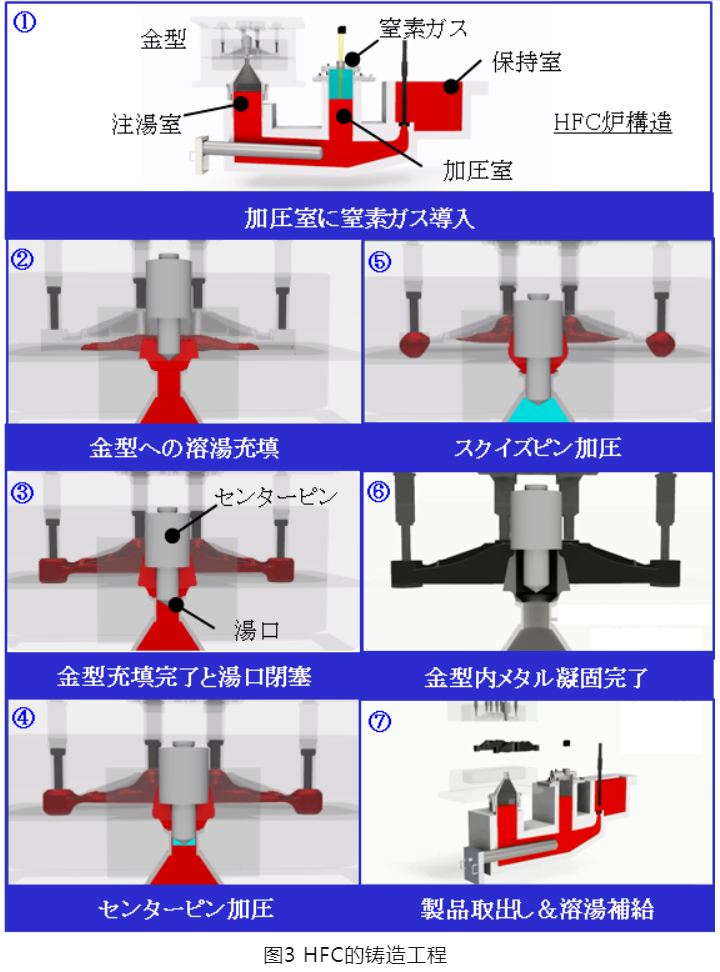
(1)HFC因为没有重力铸造和挤压铸造这样的注汤动作,所以没有注汤时的空气卷入,加压室的加压气体使用氮气,气体加压完成后的溶汤不像低压铸造那样一下子就落下,调整了下落的速度,因为在开模限,给汤室常时通过多孔材质引入氮气,可以得到良好的铸造品K值。
(2)用保温性良好的脱模剂,在模具内充填溶汤后,通过中心销局部加压销施加最适合的铸造压力,在模具表面持续压着,因为急速凝固,一直到壁厚中心部,能够得到细微的组织。
(3)这次的铸造品的机械特性满足了所要求的品质。和其他的工艺比较,铸造品K值良好,得到细微的组织。因为部品不同,强度和拉伸的品质要求也不相同,但可以通过调整热处理条件,对应顾客多种多样的品质要求。
(4)和其他的工艺比较,因为生产性优秀,可以降低人工费,降低制造成本,减少保持炉的溶汤保持时间,使减少CO2的产生成为可能。
(1)HFC因为没有重力铸造和挤压铸造这样的注汤动作,所以没有注汤时的空气卷入,加压室的加压气体使用氮气,气体加压完成后的溶汤不像低压铸造那样一下子就落下,调整了下落的速度,因为在开模限,给汤室常时通过多孔材质引入氮气,可以得到良好的铸造品K值。
(2)用保温性良好的脱模剂,在模具内充填溶汤后,通过中心销局部加压销施加最适合的铸造压力,在模具表面持续压着,因为急速凝固,一直到壁厚中心部,能够得到细微的组织。
(3)这次的铸造品的机械特性满足了所要求的品质。和其他的工艺比较,铸造品K值良好,得到细微的组织。因为部品不同,强度和拉伸的品质要求也不相同,但可以通过调整热处理条件,对应顾客多种多样的品质要求。
(4)和其他的工艺比较,因为生产性优秀,可以降低人工费,降低制造成本,减少保持炉的溶汤保持时间,使减少CO2的产生成为可能。