


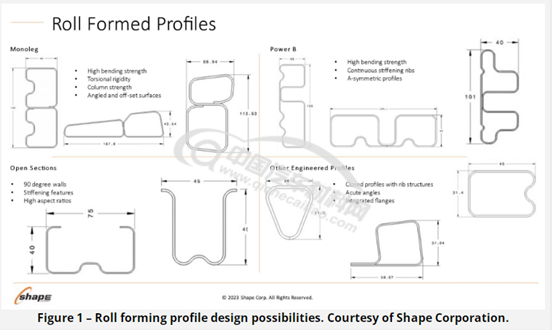
当前,辊压成型不再局限于生产简单的圆形、椭圆形或矩形型材。例如图1所示的高级横截面,突出了一些有助于提高汽车车身结构刚度和减少包装空间的型材设计。
优化辊压成型的使用需要了解金属板在整个工艺过程中的行为方式。
只有当成型力超过金属的屈服强度时,辊压成型部件才会弯曲,从而产生塑性变形。强度更高的金属板会增加成型力要求,从而需要在辊压成型机中使用更大的轴直径。每次通过都必须有更大的过度弯曲,以补偿与强度增加相关的回弹增加。
虽然高强度材料需要更大的成形载荷,但屈服强度更高的等级可以抵抗带材边缘的拉伸并防止扭曲或弯曲等纵向变形。
穿孔操作所需的力取决于板材的抗拉强度。如果零件设计中的高应变超过均匀伸长率,则由超过抗拉强度的负载导致局部颈缩,这代表结构薄弱点。但是,假设设计不会产生这些高应变,则抗拉强度对辊轧成型特性只有间接影响。
屈服强度和流动应力是辊压成型尺寸控制中最关键的钢材特性。接收屈服强度变化有限的金属可实现一致的零件尺寸和稳定预穿孔位置。
流动应力表示一定量变形后的强度,因此与加工硬化程度直接相关:从相同的屈服强度开始,加工硬化程度较高的钢在相同变形下将具有较高的流动应力。
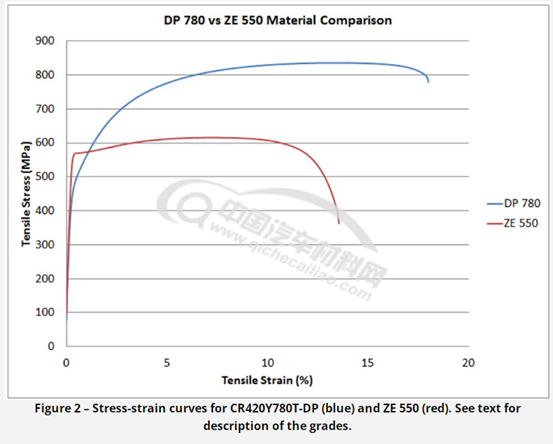
图2显示了两种牌号:ZE 550 和CR420Y780T-DP。红色曲线表示的ZE 550 是Bilstein生产的回复退火牌号,屈服强度范围为550至625 MPa,最小抗拉强度为600 MPa,而蓝色曲线表示的CR420Y780T-DP是传统双相钢,最小屈服强度为420 MPa,最小抗拉强度为780 MPa。对于测试样品,ZE 550 的屈服强度约为565 MPa,而CR420Y780T-DP的屈服强度要低得多,约为485 MPa。由于DP钢的加工硬化(n值)较高,其在5%应变下的流动应力为775 MPa,而HSLA牌号在5%应变下的流动应力为620 MPa。
在传统的冲压操作中,这种加工硬化有利于延迟颈缩的发生。然而,使用双相钢和其他具有高n值的钢种可能会导致辊压成型部件的尺寸问题。给定区域的流动应力是局部应变的函数。每个辊压站都会在整个部件上产生额外的应变,并且应变在部件内和边缘处会有所不同。这种强度变化是造成辊压成型部件的回弹和边缘波不同的原因。
与传统冲压不同,屈服强度接近拉伸强度且屈服/拉伸比较高的等级更适合通过辊轧成型生产直部件。
总断裂伸长率是钢材在拉伸试验过程中断裂时的应变,是经认证的金属性能文件(cert工作表)中通常报告的值。从俗称的“香蕉图”上可以看出,伸长率通常随着钢材强度的增加而降低。
对于强度较低的钢,总伸长率是衡量金属可弯曲性的一个良好指标。弯曲严重程度用r/t比或内弯曲半径与板材厚度之比来描述。金属承受给定弯曲的能力可以用拉伸试验伸长率来近似,因为在弯曲过程中,最外层会像拉伸试验一样伸长。
在高强度钢中,马氏体、贝氏体、奥氏体和铁素体之间的相平衡在提高强度和延展性方面发挥的作用比其他钢大得多,微观结构的均匀性通常会限制弯曲性。例如,双相钢具有出色的均匀伸长率和抗颈缩性,这得益于铁素体和马氏体之间的硬度差异。然而,这种较大的硬度差异也是导致边缘拉伸性和弯曲性相对较差的原因。在辊轧成型应用中,微观结构均匀的钢种通常具有优异的性能。例如,参见图2。蓝色显示的双相钢在开裂前可以弯曲至2T半径,但回复退火的ZE 550 级材料屈服强度明显更高、伸长率更低,可以弯曲至½T半径。
请记住,每个滚压成型站只会逐渐使板材变形,后续站会在不同区域工作。滚压成型部件不需要使用与高总伸长率相关的等级,特别是因为这些等级的屈服强度和抗拉强度之间通常存在较大差距。
原文:
How Steel Properties Influence the Roll Forming Process
https://ahssinsights.org/news/how-steel-properties-influence-the-roll-forming-process/
原文作者:Brian Oxley,Shape Corporation 产品经理。Danny Schaeffler,WorldAutoSteel提供的AHSS应用指南的冶金和成型技术编辑,工程质量解决方案(EQS)的创始人兼总裁。
我们鼓励您访问https://ahssinsights.org/forming/roll-forming/roll-forming/以了解有关辊轧成型和影响辊轧成型的线圈形状类型的更多信息。感谢Brian Oxley 和Daniel Schaeffler 博士提供此案例研究。
Brian Oxley是Shape Corporation 产品经理,也是Shape Corp核心工程团队的产品经理。Shape Corp 是一家为汽车行业提供轻质钢、铝、塑料、复合材料和混合工程解决方案的全球全方位服务供应商。Brian领导的团队负责开发上部车身和封闭件领域的下一代产品和材料,以补充Shape在辊压成型方面的核心竞争力。Brian拥有密歇根州立大学材料科学与工程理学学士学位。



