【日经BP社报道】CFRP(碳纤维增强树脂基复合材料,简称碳纤维复合材料)与钢板及铝合金相比,虽可大幅减轻重量,但因为成本高,此前只被用在赛车及超级车上。目前业内正在开发可快速且低成本制造CFRP的技术。在已有使用先例的热塑性CFRP方面,出现了采用RTM(树脂传递模塑)成型工艺使成型品的成本降至以往的1/5~1/7的“可行方案”。而且,为了能够在2020年前后正式采用,业内也开始挑战利用热可塑性CFRP将成本降至1/10以下的“理想方案”。
RTM工艺可使高强度高刚性的热塑性CFRP快速成型。通过成型后再向模具中注入树脂,以及在强化纤维中不使用纺织品的改进措施,来降低成本。采用该工艺每月可生产数千个CFRP部件,成型品的成本也有望降至原来的1/5~1/7。宝马公司的“i3”与丰田的“雷克萨斯LFA”均积极导入了RTM工艺。另外,使用原来的预浸料也可在5~10分钟内成型的技术也已诞生。
在赛车及跑车中使用最多的是将预浸料层叠并利用热压使其固化的热塑性CFRP。比如,日产汽车的“LEAF”(中国名:聆风)的马达、再比如将减速机中置的EV赛车“LEAF NISMO RC”演示款都使用预浸料制造了从驾驶室到通风罩的绝大部分部件(图1)。

图1 日产汽车的“LEAFNISMO RC”
(a)驾驶室与通风罩使用了CFRP,重量为925kg,比量产车轻了495kg。(b)马达中置。(c)单体车身以预浸料工艺成型,上部以防滚架加固。驾驶座后方装有锂离子充电电池。
制造上述车辆的NISMO(日产赛车运动国际公司)还采用相同的方法制造了参加全日本GT锦标赛“GT500”级别比赛的“GTR”的CFRP驾驶室。LEAF NISMO RC尽可能地去掉了GT车使用的夹在预浸料之间的蜂窝面板及嵌入部件,通过简化构造,降低了驾驶室的制造成本。 (a)驾驶室与通风罩使用了CFRP,重量为925kg,比量产车轻了495kg。(b)马达中置。(c)单体车身以预浸料工艺成型,上部以防滚架加固。驾驶座后方装有锂离子充电电池。
虽说成本大幅低于GT车,但LEAF NISMO RC的驾驶室的制造成本仍高达数百万日元,这个价格可以买一辆汽车了。单壳体车身的重量为150kg,单位重量的成本非常高,折合每公斤数万日元。
不使用热压罐
不使用热压罐
原来的制造方法因层叠预浸料需要花费人力,而且使用热压罐的固化时间较长,所以成本较高。因此,研究人员为降低成本而省去了层叠工序及热压罐固化工序,改进了成型工艺。
改进的成形工艺主要有两种,一种是为成型飞机部件等不需要入炉的大型部件而开发的VaRTM(真空辅助树脂传递模塑),另一种就是RTM(图2)。VaRTM是在模具内层叠碳纤维,以薄膜袋包覆模具后进行真空处理,这一点与预浸料的成型相似。但该方法不使用热压罐,而是利用真空负压使树脂浸渍在纤维中,然后对模具加热使其固化。
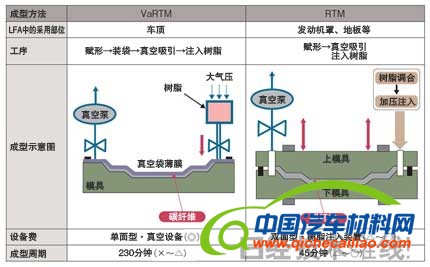 |
| 图2 VaRTM(Vacume assisted RTM)与RTM(丰田的比较) |
RTM工艺以上下模具夹住预成型坯(将纤维片层叠后按最终形状赋形并临时焊接),然后向模具内注入树脂并使其固化。
富士重工业2011年发售的400辆限量车型“翼豹WRX STItS”的车顶就使用了VaRTM工艺〔图3(a)〕。据该公司介绍,在小批量生产时,因不需要制造模具,所以模具费用低于RTM。
 |
| 图3 富士重工业的“翼豹WRX STI tS”的车顶 (a)采用东丽的VaRTM工艺成型,车顶的重量减轻到了5kg。(b)前后夹住树脂垫圈以螺钉固定,左右螺母部分进行了阳离子电沉积涂装 |
翼豹WRX STItS的车顶重叠了4层将纤维织成格子状的“平织”片材并注入了树脂。对模具加热30分钟左右使其固化后,再进行热处理后工序,最后进行涂装。该部件由东丽负责成型,碳纤维使用了名为“T300”的拉伸强度达到3.5GPa的通用产品,纤维为将3000根纤维丝扎成一束的“3k”产品。
车顶的刚性非常重要。碳纤维单体的弯曲刚性较高,但CFRP由于改变了纤维的方向并将其层叠在一起,所地会导致某个方向的刚性降低。为此,相对于铁(Fe)制车顶的厚度为0.7mm,CFRP车顶的厚度却达到了1.6mm,为前者的两倍以上,由此来确保刚性。而质量则由10kg减至6kg(车顶本身为5kg),减轻了4kg。
车顶以粘合方式及螺钉来固定在车身上,前后和左右均有8个螺钉固定。改进点是,为了防止Fe与CFRP的接触部发生电解腐蚀,采取了用聚氨酯垫圈来绝缘、使用不锈钢螺钉、以及对嵌入件施以阳离子电沉积涂装等措施〔图3(b)〕。(未完待续,记者:林 达彦,《日经汽车技术》)