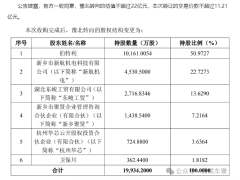
采用VaRTM工艺虽可在小批量生产时减少模具费用,但成型时间长达4个小时。作为维修部件单独购买翼豹的车顶时,价格高达35万日元。即便按成本为售价的一半来计算,成型品单位重量的成本也达到了3.5万日元/kg,与采用预浸料的方法差别不大。
RTM很有希望成为进一步降低成本的方法。RTM工艺需要上下模具及树脂注入机,虽然初始投资较高,但成型时间只有7~90分钟。由于能够缩短成型时间,因此可大幅降低每个部件的设备折旧费。
除了迈凯轮的MP4-12C及意大利兰博基尼的“AventadorLP 700-4”在驾驶室成型时采用了RTM工艺之外,年产1万辆以上的宝马“i3”也采用了该工艺。
下面以i3为例推算一下RTM成型品的成本。假设车辆价格为400万日元,车身价格应该低于100万日元,在此暂且假设车身成本为50万日元。该车的EV模式续航距离可达到130~160km,因此需要容量为20kWh左右的锂离子充电电池,光是电池成本就需要100万日元以上,所以能划分给车身的成本肯定不多。假设驾驶室的重量为Fe车身200kg左右的一半,也就是100kg,驾驶室成本为50万日元的话,成型品成本就是5000日元/kg。
该车之所以大胆采用CFRP驾驶室,是因为轻量化车身有利于减少搭载的锂离子充电电池的容量,从而削减电池部分的成本。i3在兼做电池保护架的铝合金梯形车架上,安装了CFRP驾驶室,以螺钉和粘合方式将二者固定在一起(图4)。如果车身较轻,便可相应地减少电池的容量。
 |
| 图4 宝马“i3”的试制车身 在装有锂离子充电电池与悬挂的铝合金底盘上,安装了CFRP车身。 |
通过多轴基材降低材料成本
为降低材料成本,技术人员改进了从预成型坯使用的片材、纤维到原料的整个供应链。RTM成型的绝大部分部位都采用多轴基材,该材料是将纤维单向排列、用白线缝合而成的。
多轴基材将UD(单向)片材以相互垂直的方向层叠起来,然后将其缝合在一起,使之同时具备X轴及Y轴方向的强度。CFRP大多使用“平织”片材,但不需要编织的UD材料造价较低(图5)。
 |
| 图5 德国西格里集团的多轴基材 重叠了方向互相垂直的纤维,通过缝合实现了一体化。该公司也向宝马公司供应这样的材料。 |
技术人员还改进了纤维丝的制造工艺。为宝马公司供应的碳纤维以PAN(聚丙烯)纤维为原料,该原料由三菱丽阳与德国西格里集团的合资公司制造。PAN纤维在宝马与西格里集团的合资工厂灼烧后制成碳纤维,通过预先扎成较粗的“5k”(5000根)束,实现了UD片材的低成本制造。