日本厂商方面,丰田的雷克萨斯LFA是首款CFRP车。该车最初采用铝(Al)合金设计,但中途改成了CFRP设计,驾驶室由CFRP制成,底盘部分由铝合金制成。白车身重量为193kg,比使用铝合金时减轻了约100kg(图10)。
 |
| 图10 丰田“雷克萨斯LFA”的白车身 重量为193kg,其中CFRP占65%,铝合金占35%。 |
制造雷克萨斯LFA驾驶室时采用了三种成型方法。侧栏及前部舱壁等具有中空构造的主要骨架采用了预浸料工艺,前部碰撞吸能盒、A柱及地板采用了RTM工艺,后部部件采用了以碳纤维加固的SMC(片状模压料)成型工艺(图11)。
 |
| 图11 采用预浸料、RTM及SMC工艺 大部分采用预浸料工艺,地板、A柱及碰撞吸能盒采用RTM工艺制成。后部部件采用SMC成型工艺制成。 |
驾驶室是在采用各种方法成型的部件上涂粘合剂,放在夹具上,在炉内固化60分钟使其合为一体。外板方面,采用RTM工艺制成了前部发动机罩,采用VaRTM工艺制成了CFRP车顶。
主要骨架采用预浸料工艺的原因是小批量生产,而且由于是一次构造材料所以要具备充分的强度。此次,预浸料纤维使用了除气特性出色且能够提高强度的多轴基材。而且,并未使树脂完全浸渍在纤维束中,而是采用了处于半浸渍状态的“半浸料”,该材料基本不需要使用热压罐便可获得较高的质量。
RTM工艺由丰田自动织机协助开发,特点是将名为Vf的碳纤维含有率(质量百分比)提高到了55%左右,接近于预浸料的比率60%。设计之初,地板由6个部件粘合而成,因此需要很多模具。此次采用RTM工艺实现了一体成型,从而减少了部件数量和模具数量。
地板部分有10个预成型坯(图12)。各预成型坯利用专用模具按部品形状进行局部装配及预成型。将这些预成型坯、用于吸收侧面碰撞冲击能量的波板状部件,以及放入波板中空部的发泡芯放入模具,然后用RTM成型机注入环氧树脂和固化剂。成型时间为45分钟左右。
 |
| 图12 地板采用RTM工艺将10个预成型坯合为一体 最初的设计将地板分为6个部件,后来采用RTM工艺统合成了一个部件。不仅减少了模具,还将工时缩短了80%,与粘合组装相关的机械加工减少了50%。成型时结合使用了RTM工艺与注入压缩工艺。 |
预成型坯使用了多轴基材(图13)。丰田有机材料技术部长、负责雷克萨斯LFA开发的小泽学表示:“多轴基材的特点是成本较低,与织物不同,纤维呈直线状,所以可提高强度”。
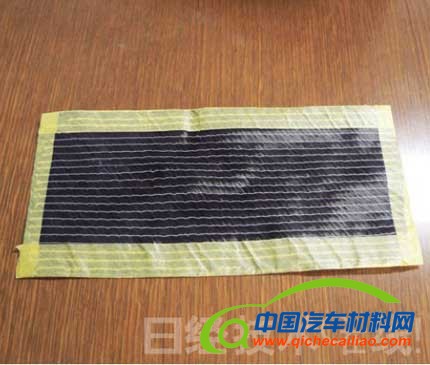 |
| 图13 RTM用多轴基材 与宝马的基材一样,重叠并缝合了两张方向相互垂直的纤维。 |
A柱预成型坯使用的中空编织物是利用村田机械的编织机生产的。该编织机不仅可改变编织物的截面形状,还能使芯轴往返,通过重叠数层来增加编织物的厚度。LFA的A柱最厚部分使芯轴往返了6次,重叠了12层。如图14所示,A柱与平板状支架采用RTM工艺一体成型。而且,平板使用了外板剩余的边角料,有效利用了昂贵的碳纤维。
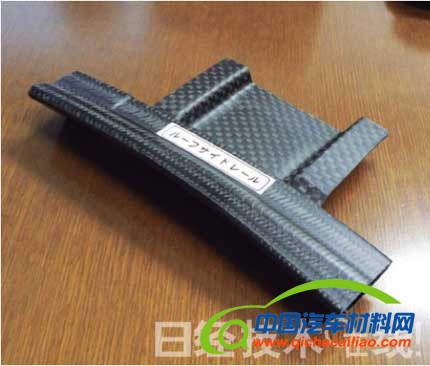 |
| 图14 用编织物制作预成型坯的A柱 以编织物制作了中空形状的预成型坯。采用RTM工艺将其与利用边角料的支架一体成型。 |
此外,丰田自动织机公司还开发出了三维织物(图15),可用于碰撞吸能盒的新预成型坯。该产品并不是二维纤维片,在将纤维片层叠之后还沿着Z轴方向穿过了纤维丝(图16)。
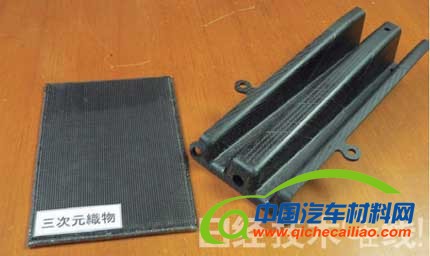 |
| 图15 三维织物与碰撞吸能盒 碰撞吸能盒的前端截面积较小,往后逐步增大,使其在碰撞时从前端开始变形。 |
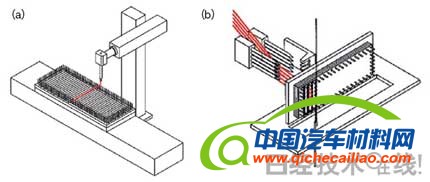 |
| 图16 三维织物的织机 (a)由缠绕在四周竖起的纺针上制造纤维片的装置,以及(b)沿着厚度方向插入纤维丝的装置构成。可制造厚度为10mm以上的织物。 |
CFRP碰撞吸能盒的特点是冲击能量吸收功能出色,其比强度大于金属,而且不像金属制品那样会留下压碎的残留物。据东丽介绍,CFRP吸能盒单位重量吸收的能量比铁制品高2.5倍。丰田自动织机此次开发的织物在遭到破坏时碳纤维夹层不会剥离,吸收能量是二维产品的1.2~1.5倍。(未完待续,记者:林 达彦,《日经汽车技术》)