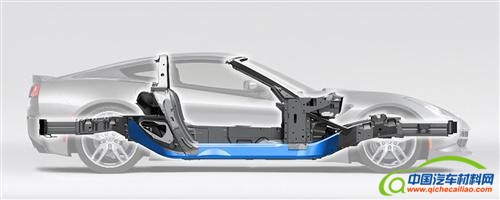
图1 2014款克尔维特车架纵梁
Vari-Form的压力顺序液压成型技术利用直径1到6英寸的管坯原材料生产复杂的部件,可使用的材料范围广泛,其中包括铝和DP980钢。与常规液压成型不同,Vari-Form压力顺序方法生产的部件不会引起管壁变薄或管坯变形,部件管壁均匀一致,保持部件的强度和完整性。此外,部件的钻孔和成形工序在模具内同时完成,位置和尺寸完全一致,无需另外加工,节省了时间和费用,有助于确保最终部件质量。
Vari-Form最近完成了一项深入的独立工程研究,其结果表明,与最新的冲压/焊接工艺相比,液压成型的零部件成本能够降低11%,模具成本降低14%,重量减轻7%。对于全球汽车生产厂家来说,成本降低和轻量化使其考虑将液压成型投入各种结构应用领域。
2014款克尔维特Stingray车中的实质性车架结构改变使其车架重量减轻了99磅,同时与2013款车型的钢制车架相比,刚度提升了57%。
液压成形工艺是靠液体的压力使板材成形的一种加工工艺,具有成形极限高、工件表面质量高的特点。液压成型工艺既满足了轻量化要求,也为车辆达到严苛的碰撞标准作出贡献。车架的主干部分采用新的设计概念,左右两侧管中心部分均采用液压成型的铝合金连接,弥补双连接节点和前/后挤压区之间的距离。



图2 压力顺序液压成型步骤
如图2,从尺寸等于代称型截面的管胚开始着手;模具闭合到预充位置,液体泵入管胚并开始施加较小压力;随着模具的闭合,角开始成型。在模具闭合期间降低内部压力,可以在管胚和模具腔之间形成低摩擦,从而使壁厚分布均匀。增加压力,结束成型过程,该压力可支持压机的冲孔。
Vari-Form公司目前还为通用汽车的仪表组件提供液压成型铝合金技术,使前后车辆重量比达到50/50的理想数值,此外提高车辆功率-重量比与燃油经济性。
雪佛兰克尔维特介绍