参评技术1:车机中控屏与控制器平板式一体化方案
1.申报企业:北京车和家信息技术有限公司
2.技术简介
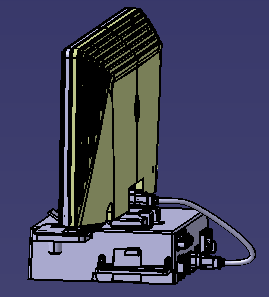
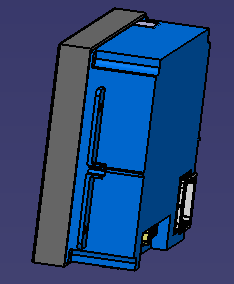
汽车逐渐由交通工具演变为消费品、时尚用品,用户对于人机交互的需求越来越多且复杂。智能化和互联化是大势所趋,这要求车机(Head Unit)具有更快的处理速度和更大的带宽,同时外观设计又力求简洁时尚。这就要求车机既具备高性能,同时又要紧凑简洁易于造型设计。传统的车机多为分体式或T型一体机,体积大质量重,对布置空间要求高,本文提出的平板式一体化车机方案,搭载Qualcomm最新一代处理器芯片,紧凑轻量,同时可以低功耗低发热达到较高级别的用户体验。
随着主控制芯片升级换代,散热技术日趋完善,使得中控屏与控制器由传统的分体式可以变为平板式一体化设计,如下示意图所示。一体式中控屏有如下优点:
轻量化:两个零件合二为一成为一个零件,组成部分少了一面塑胶壳体、一面铝合金和若干线束,比分体式减重10%~30%;
体积变小:紧凑的体型使得更灵活的布置、安装、维修等;
成本低:从设计上和用料上更为简洁,成本降低10%~20%;
信号质量提升:消除了线束传输损耗和失真,缩短了传输距离,质量和稳定性大幅提升。
3.小结
本项目会随着车和家整车项目的落地实现量产,可以说指日可待。另一方面,行业内部T型和L型一体机的量产经验也提高了平板式车机的技术成熟比例和速度,加之高速和高效能AI芯片的研发推进,本方案是投石问路,前途可期。
4.是否产业化:待量产
参评技术2:高效四驱电驱动系统研发及应用
1.申报企业:北京车和家信息技术有限公司
2.技术简介
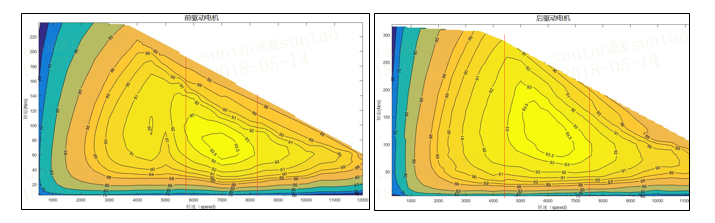
一款满足800-1000公里出行要求中大型增程式SUV,匹配双电机的四驱电驱动系统,在设计阶段通过精细的计算和速比匹配,将车辆运行工况与电机效率相结合,前后电机一直工作在高效区,使续驶里程最大化;机械结构上采取电机和减速器集成方案、双电机控制器的集成方案,使动力总成重量降到最低。
前驱动电机峰值功率较小,转速较高,电机系统的高效区集中在高转速区间,通过匹配较大速比,使电机更多的时间工作在高效区。后桥匹配一个功率较大的电机,该电机转速较低,且在中低转速段电机系统效率较高,匹配一个稍小的减速比,使该电机更多的工作在高效区。
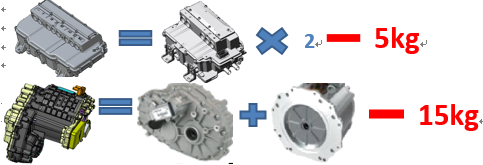
采用双电机控制器的结构集成方案,相比于分体方案重量减轻约5kg,采用电机带减速器集成结构方案,总成重量减轻15kg,电驱动系统总计减重20kg。
3.小结
该套动力总成系统,通过前后电机大小和速比的匹配,提升了四驱电驱动系统的综合效率,多样化的集成方案降低整车的整备质量,再加上整车控制系统的细化控制,使整车在特定工况下有选择的进行前后扭矩分配,使整车能耗水平达到最优。该动力总成的电机功率的选择和速比匹配的思路,在四驱系统中探索和实践为减低能耗,提高整车续驶里程开辟了一个新的道路。
4.是否产业化:待量产
参评技术3:集成一体化高压充配电总成设计
1.申报企业:北京车和家信息技术有限公司
2.技术简介
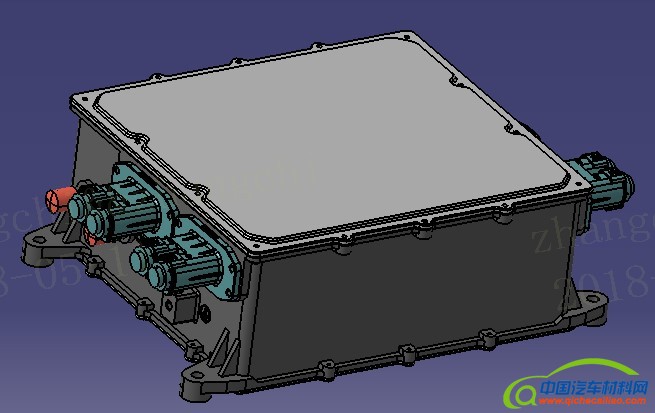
本技术是应用于某SUV汽车的充配电总成,为整车高压系统提供充配电解决方案,并实现为动力电池充电、低压蓄电池充电和整车高压配电等系统功能。该系统的技术发展趋势主要体现在三个层面:集成化、轻量化和小型化,以相应地满足整车系统功能集成化、整车轻量化、整车零部件小型化的需求。
本项目设计并开发了一种集成一体化的高压充配电总成,将高压配电盒、充电机(OBC)和DC/DC变换器进行集成一体化设计,以减少整个系统相较于整车装配的零部件数量,减小整个系统所占用的空间,实现系统方案的轻量化。
从使用工况角度分析:DC/DC及OBC一般通过使用液冷方式来进行冷却。而OBC和DC/DC两个部件不可能同时进行大功率工作,通过共用水道的两个面来对两个部件进行冷却,可减少水道及水路,同时实现减重和降本。
如使用传统方案,实现所有功能,重量预计在22kg左右(DC/DC约4kg,OBC约12kg,PDU约6kg),而当前方案重量仅有17kg,有效的减重了20%的重量。
3.小结
本项目的研究成果,将极大地有利于高压充配电系统集成一体化方案的推进,有利于其产业化应用。因而方案在高压充配电系统集成化、轻量化、小型化的研究成果将更广泛地应用在量产车辆上,有助于推动产业的标准向着“更小更轻”的方向发展。
4.是否产业化:待量产
参评技术4:卡车轻量化镂空前轴应用开发项目
1.申报企业:北汽福田汽车股份有限公司
2.技术简介
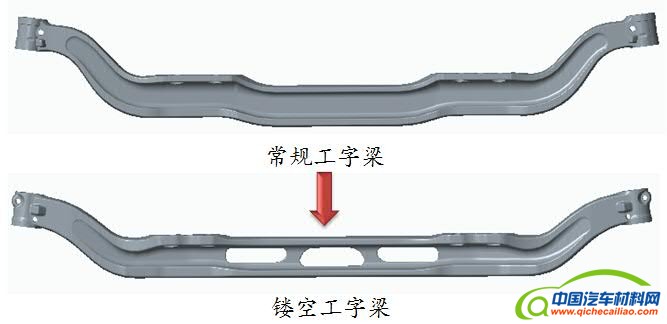
EST-A超级卡车匹配6.5T级前轴,其中现有前轴重量为455Kg,采用镂空工字梁及轻量化转向节前轴重量440Kg,单台减重15Kg。轻量化结构如下:
1、镂空工字梁
在工字梁腹板上开设三个镂空孔,并通过拓扑分析,采用增加截面尺寸与改善热处理工艺的方式,增加工字梁抗弯强度;镂空工字梁较现有工字梁重量降低10Kg/支桥。
2、轻量化转向节
通过拓扑分析,对转向节结构优化,较现有转向节重量降低5Kg/支桥
3.小结
此项目成果计划于2018年批量投产推向市场。可为用户每年增加收入900元。按每年10万辆商用车产量,则每年为全体用户增加9000万元。
通过开展本项目的研究,进一步掌握国际先进的转向前轴工字梁锻造核心技术,使前轴的研发和制造技术进入国际先进水平行列。本项目实施产业化后将促进工字梁锻造行业、转向节锻造行业、轮毂行业、轴承等数十类配套企业的发展。
4.是否产业化:待量产
参评技术5:轻量化驱动桥产品设计开发
1.申报企业:东北工业集团山东蓬翔汽车有限公司
2.技术简介
轻量化驱动桥充分借鉴了德国先进技术,结合国内市场需求实际研发的一款全新产品,主减速、桥壳、轮毂制动鼓及制动器都采用全新设计,具有结构更先进合理、重量更轻、保养里程更长等技术优势和特点。
利用Q460C高强度钢板,采用热压成形组焊,形成小截面轻量化桥壳。在保证桥壳疲劳强度及刚度的条件下进一步降低整桥重量。
新技术的应用:
轮毂免维护轴承单元的应用——车辆正常使用情况下可实现轮毂轴承50万公里免维护保养(最终目标是实现100万公里免维护,轴承寿命与车辆等寿命);
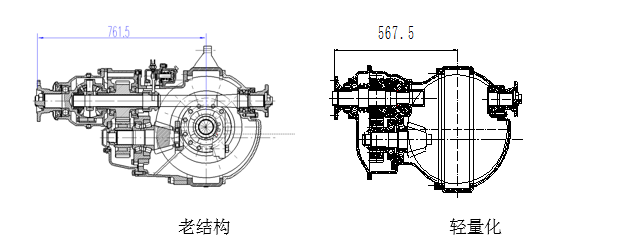
对中桥减速器结构进行了重大改进设计,改进后中桥主减总成结构紧凑,零部件数量少(相比较老式结构主减总成减少零部件数量98个)、重量轻(单套中后桥总成减重156Kg)、同时与老结构重要零部件通用性好;
中桥主减速器油路经多次优化设计,可满足国内各种路况的使用需求。
车辆运营维护成本低;
采用等高齿低噪音齿轮,提高整桥输出扭矩10%以上,并降低整桥运行噪音。
结构先进,成本基本保持与老结构桥总成相持平——性价比高。
3.小结
目前市场上轻量化驱动桥的需求越来越明显,而我们公司的轻量化产品开发最早,并且非常迅速,各桥厂逐渐效仿,既创造巨大的经济效益,又开创了轻量化的先河。 目前已经外供50000余套,实现利润6000余万元。
4.是否产业化:量产
参评技术6:陕汽395拉式重卡轻量化离合器项目
1.申报企业:一东离合器股份有限公司
2.技术简介
该项目为陕西重型汽车有限公司HD平带重卡换代产品,整车为大马力轻量化,变速箱及飞轮由原使用430离合器传动系统改为395离合器传动系统,整车整体重量全部减轻,是未来重型卡车的发展趋势。
据了解整体国内市场无395拉式离合器产品,现国内市场重型卡车无一款车型装配,395拉式离合器同395推式离合器对比,结构上简单、紧凑,质量小,制造工艺性好,拆装、维修、调整方便,性能上传递扭矩能更大。
此项目的先进性为填补国内395拉式离合器空白,同时填补我司395拉式离合器品种空缺,所有性能指标均满足客户要求。同时此类型产品结构与我司430结构相同,产品结构及工艺成熟可靠,完全满足产业化要求。
3、小结
395拉式离合器项目结构简单,为整车轻量化中动力总成中重要部分,与轻量化前传递同样扭矩的推式430盖总成相比,重量减轻30%,空间节约25%。完全满足了整车动力传动系统轻量化要求。
国内重型卡车市场,陕西重型汽车为首家进行整车轻量化换代厂家,填补了国内空白,同时也是未来重型卡车的发展方向,预计395拉式离合器未来市场占有率会逐步提升,经济效益无法估量。
4.是否产业化:量产
参评技术7:方案自动寻优的轻量化等强度轮辋设计方法
1.申报企业:中信金属有限公司
北京航空航天大学
兴民智通(集团)股份有限公司
2.技术简介
研究了一种钢制车轮变厚度等强度轮辋的设计方法,实现了等强度轮辋设计方案自动寻优,获得了显著的轻量化效果,可使轮辋减重超过10%。该方法是基于车轮强度的仿真方法,通过软件编程实现优化设计平台软件对结构设计软件、有限元分析软件等的自动驱动,进而达到软件间数据的自动交互、车轮模型的自动更新和结构参数的自动寻优,最终获得轮辋的等强度优化设计方案,使轮辋在满足刚度、强度的前提下,重量得到降低。
考虑到变厚度轮辋的制造工艺难度较大,使用本项目所提设计方法,也可在优化设计中规定轮辋各处板厚相同而设置为1个设计参数,通过优化板厚和其他截面参数,改善轮辋应力分布,进而达到结构轻量化。即本项目所提设计方法不但适用于变厚度的等强度轮辋优化设计,也适用于等厚度的拟等强度轮辋优化设计。
本项目通过软件编程实现了钢轮轮辋三维建模—有限元分析—参数优化整个过程中各环节的自动运行,给轮辋开发提供了良好的指导,具有先进性,已获得国家发明专利一项。该方法已用于多款车轮的优化设计并取得良好轻量化效果。
结合高强度钢以及焊接工艺的优化,本设计方法已通过兴民智通(集团)股份有限公司实现成果转化,9款22.5吋商用车钢制车轮轮辋的设计,近三年(2015-2017年)累计生产、销售车轮82.7145万件。用于配套北汽福田、中国重汽等重卡企业的重型商用车,并且有部分产品出口到欧美。
3、小结
目前兴民智通开发的每款商用车轮辋新产品,都使用本设计方法。基于本项目成果开发的车轮已大量用于中国重汽、北汽福田汽车股份有限公司等汽车企业的商用车,并且部分出口欧洲和美国。为轻量化的钢制车轮设计和制造提供了技术支持,促进在该领域形成了与国际同行齐头并进、关键技术国内领先的局面,为促进我国汽车车轮轻量化技术的进步做出了贡献。
4.是否产业化:量产
参评技术8:底盘系统轻量化研究及应用
1.申报企业:北京车和家信息技术有限公司
2.技术简介
现阶段,基于性能、续航、环保的考虑,汽车轻量化都已成为一种必然。汽车底盘系统的轻量化更是重中之重,因为它影响着簧下质量。众所周知,在不考虑其他设定因素下,簧上质量与簧下质量的比值越大,汽车拥有越好的乘坐舒适性;而更小的簧下质量同时意味着底盘系统拥有更好的动态响应能力以及车辆的操控性;此外,也可以使车辆更能满足节能环保、续航里程的需求。
该项目为车和家自主开发的高端、智能的中大型新能源SUV汽车项目,其轴距超3米,车长超5米;主推智能、高续航,低能耗。该车底盘系统一阶段目标重量为470KG,二阶段目标为448KG,通过新材料的采用和多种的优化手段,实车底盘系统称重为438KG,不仅仅达到了目标,而且还有2.2%的减重率。与同级别竞品车(奔驰GLE 550e底盘系统为465 KG,雷克萨斯RX450底盘系统为445 KG,宝马X5e底盘系统为465 KG)相比,该车拥有更好的操控性和平顺性。
项目伊始,车和家便明确了明确整车轻量化的意义,制定了底盘系统轻量化目标,为此,底盘制定了新材料、新技术的双重路线,并把新结构优化技术扩展到多学科、参数化建模、DOE灵敏度分析、拓扑、形貌等,如图1所示;
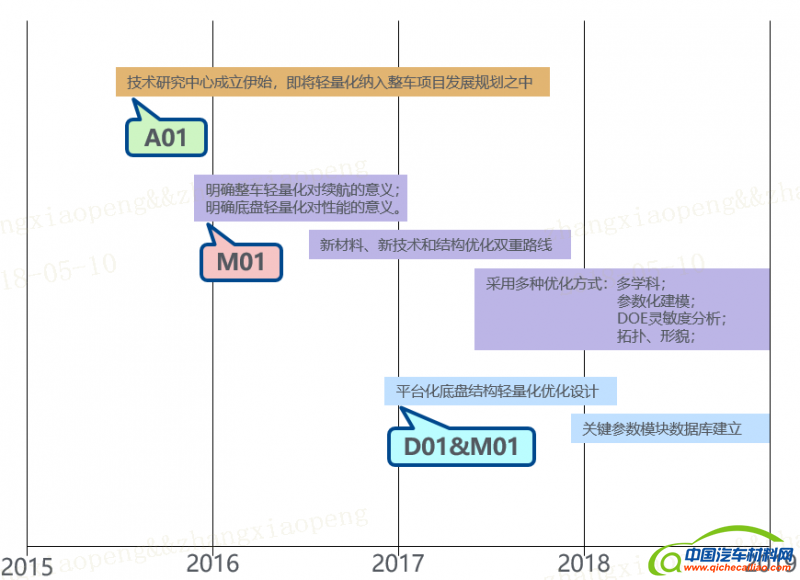
图1 车和家汽车项目轻量化研究发展
针对该项目底盘轻量化的要求,底盘系统设计以高强薄钢、铝镁合金、塑料、尼龙等轻质材料为基础,辅以拓扑优化、形貌优化、形状优化和尺寸优化等优化技术,在保证性能的前提下,以重量最轻为目标,对底盘零部件进行重新优化,旨在把底盘轻量化做到最好;其次,和供应商一起研究液压成型、焊接技术等先进的工艺,减少零部件生产工艺,提升生产效率;最后,紧跟零部件及整车试验,验证新材料和底盘零部件性能;如图2所示:
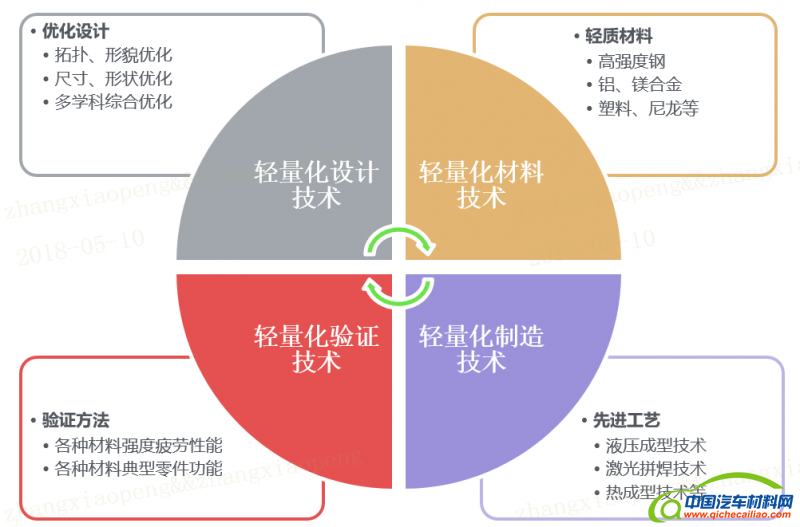
图2 车和家底盘轻量化技术路线
在明确的技术路线的基础上,辅以新材料和优化技术的完备,项目在底盘前副车架、前下控制臂、悬置、前后转向节及后悬臂的轻量化研究都取得了明显的效果。
首先是高强度薄板钢的应用和优化,前副车架采用一大部分薄板高强度钢BR600/780HE,屈服强度为600MPa,抗拉强度780MPa;其次底盘重新运用拓扑、自由尺寸、形貌优化手段,改变加强筋的结构和位置,使加强筋的厚度减小,但加强性能最佳;最后,以前副车架整体重量为目标,多个板的板厚为设计变量,模态、强度和疲劳为约束的前提下,副车架整体减重达3.56KG;减重率高达11.9%,如图3和表1所示:
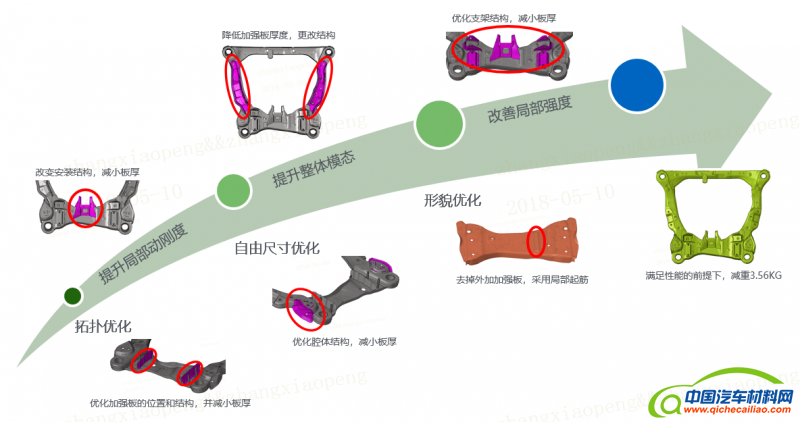
图3 前副车架轻量化
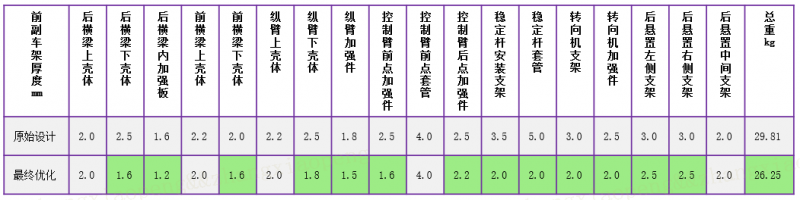
表1 前副车架板厚、重量优化前后对比
该车的前下控制臂则运用了复合塑料PA6GF50,该材料本身对使用环境的要求也是比较低的,能够适应极寒、高温等极特殊恶劣环境,如图4所示;复合材料的使用,能够有效降低整车前下控制臂的重量,最少能达到20%的降重,成本相对铝制件会降低70%;在不增加成本的情况下带来了能耗降低的收益,如图5所示:
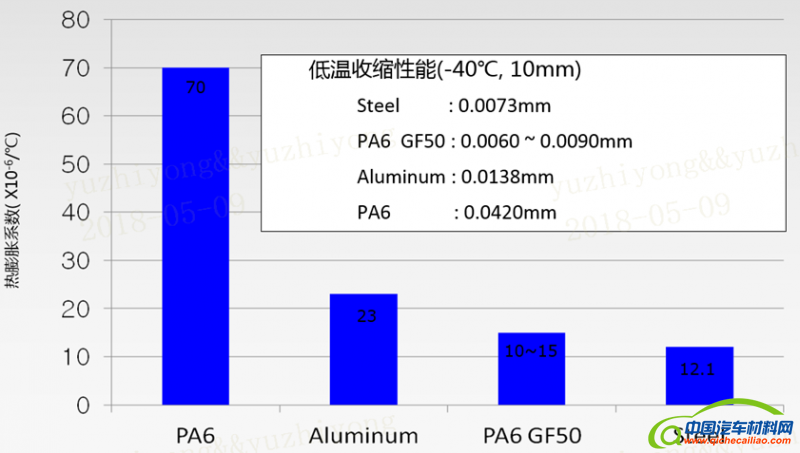
图4 PA6GF50与多种传统材料的环境性能参数对比
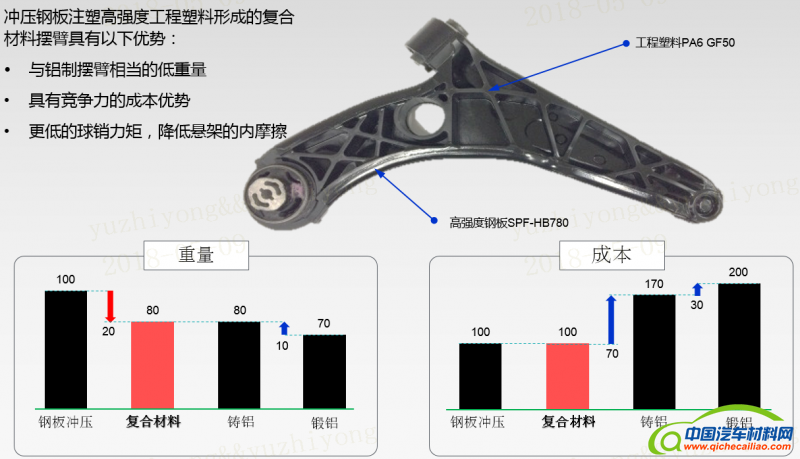
图5 前下控制臂轻量化后重量及成本对比
前下控制臂采用了注塑的工艺,利用拓扑优化识别加强筋的走向,同时确定本体钣金骨架及复合材料的填充区域,如图6所示;该材料应用欧美车企也已经有量产的案例,比如特斯拉旗下车型的前双横臂式悬架的上横臂就是采用的类似技术,只是材料本身的配比有区别,但整体的生产工艺与检验流程都是一致的。该前下控制臂使单车成本相对铝合金制件会节省大约300元/车,重量基本持平;与钢板焊接相比,重量会轻2.5 KG /车,成本基本持平。综上,该材料及技术的突破弥补了铝制品成本高的劣势,补充了钢板焊接传统工艺重量大的缺陷,能够大大支撑项目的开发目标,节省公司的开发成本。
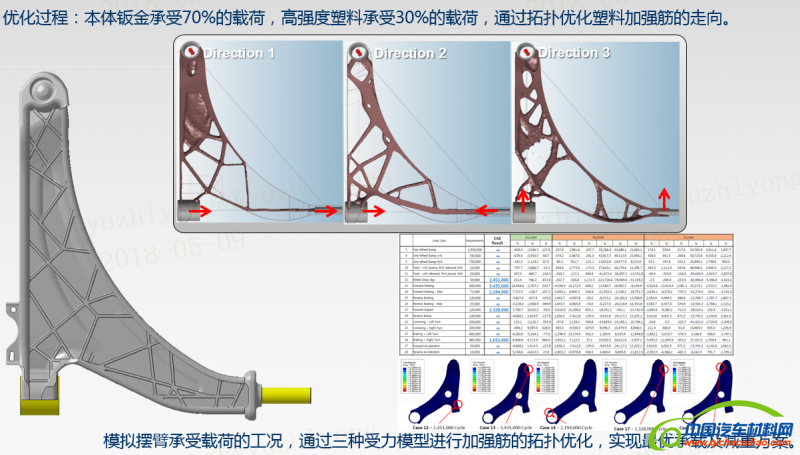
图6 前下控制臂材料优化填充过程
该车悬置支架的轻量化则采用了尼龙。悬置系统采用四点布置,其中右悬置支架、后悬置支架主体部分全部采用轻量化尼龙支架,左悬置支架部分采用轻量化尼龙支架,前悬置采用铸铝材质,4个悬置总成的重量由8.953 KG减重到6.117 KG,在铸铝的基础上减重31.7%,右悬置和后悬置优化前后重量对比如图7所示。

图7 右悬置和后悬置优化前后重量对比
尼龙的采用和优化使悬置总成减重31.7%,从而降低油耗,节能减排;同时降低前轴荷载荷,提升整车操控感;此外,铸铝支架的阻尼大约为0.02%,而尼龙支架为1%,是铸铝支架的50倍,可快速衰减振动,提升NVH性能,振动衰减对比如图8所示;
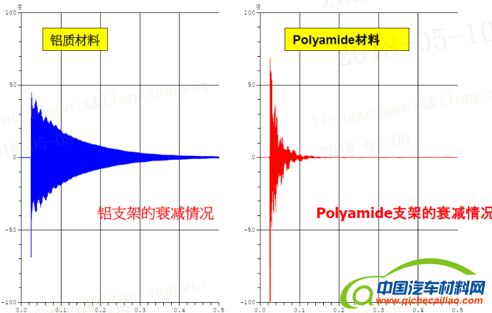
图8 尼龙和铝材料震动衰减对比
右悬置总成主体支架采用尼龙,可实现承载及限位功能;后悬置的尼龙支架省去了衬套外管和压装工艺,实现轻量化,提升生产效率;减少零部件生产工艺,可提升生产效率约10%,如图9所示:
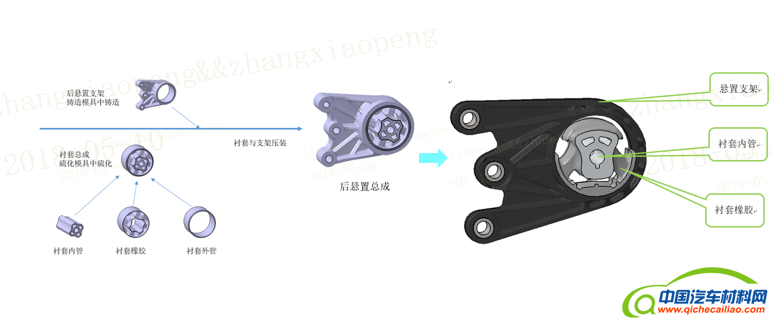
图9 尼龙支架悬置和传统悬置工艺对比
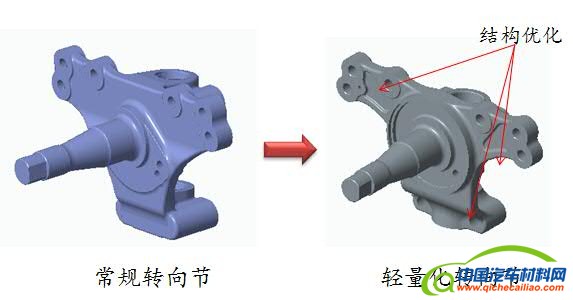
前后转向节和后悬摆臂采用锻铝工艺及材料,并经过多轮CAE拓扑优化,达到轻量化目标,最大程度实现动力经济性能。锻铝工艺相对成熟,但在整车后悬多连杆结构中,尤其同级别车型中,广泛采用的还是冲压钣金结构或铸铁结构。相对于铝材质,钣金件成本相对较低,但悬架簧下质量较大,影响正常操稳性能、动力经济性等等。锻铝工艺相对成熟,但受限于成本压力,小型到中等车型前后转向节和后悬摆臂采用锻铝结构基本接近于0%,中高级轿车仅有少量车型采用锻铝仅约20%,大部分合资及国内车企仍采用板金件。项目为追求更极致的底盘操控性及整车动力性,前后转向节和后悬摆臂采用锻铝结构,自主设计,从三维数据、拓扑分析,均针对该车型本身,且经过多轮反复设计优化后,严格控制重量,单车外倾臂减重3.146 KG,减重率62.92%;前束臂减重1.508 KG,减重率65.57%;前转向节单件减重2.7 KG,减重率45%;后转向节单件减重4.2 KG,减重率46%;如图10、11所示。

图10 后悬臂优化前后重量对比

图11 转向节优化前后重量对比
3.小结
轻量化技术,尤其是基于轻质材料的轻量化技术是未来电动汽车,乃至整个汽车行业的关键发展方向,我们也在大力推动轻量化技术的研究,投入了大量的人力物力财力,相信在不久的将来,随着汽车碳排放和燃油消耗的减少,我们的环境问题和能源问题会得到可观的改善。
4.是否产业化:已量产