优秀项目——轻量化新工艺类
参评技术1:铝合金激光焊接技术应用案
1.申报企业:北京车和家信息技术有限公司参评技术1:铝合金激光焊接技术应用案
2.技术简介
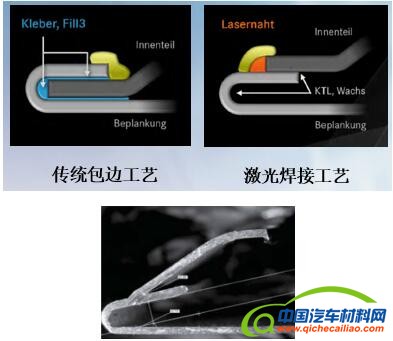
M01车型选用了铝制尾门来达到减重目的,而且背门激光铝焊接运用也应运而生。
背门铝激光焊的优势如下:
- 全铝合金结构,开启轻巧
- 无需点焊胶和涂装密封胶及刮胶工艺
- 更小的形变量,连接强度高
- 0mm焊缝,密封性好
- 更快的焊接速度
- 碰撞缓冲性能好
- 防腐性能好
- 防水密封,无需密封胶
- 无密封条,整车美观度高

该技术及产品已经得到广泛运用,国内外各大生产商拥有大量使用案列,如最先使用的大众几乎全系的顶盖焊接及部分尾门的焊接(包含铝激光焊及钢激光钎焊技术等),以及目前宝马所有四门应用的激光内外板焊接工艺等,突破了传统包边工艺,使得激光焊接在轻量化方面做出了突出的贡献。
3.小结
该技术的应用,在车身减重方面拥有巨大的优势,在生产节拍、柔性化等方面具有突破性进步。综上,该技术的运用弥补了由于车身重量大带来的排放高、油耗大、防腐性差的劣势,补充了传统点焊工艺重量大的缺陷,能够大大支撑项目的开发目标同时带来动力、操控、NVH性能、安全性等的提升,带来更好的用户体验并节省公司的开发成本。
4.是否产业化:待量产
参评技术2:低成本快节拍热冲压创新技术研究与应用
1.申报企业:宝山钢铁股份有限公司2.技术简介
本项目的研究成果首先在宝钢热冲压产线(上海宝钢热冲压公司和柳州热冲压中心)上应用实施,推进上汽通用五菱在其百万平台车型上使用热冲压零件,进而壳在国内汽车厂和相关企业进行推广应用。关键成果介绍
1)微车领域低成本快节拍热冲压零件优化设计技术
采用高精度热冲压仿真分析技术,分析、评估、改进热冲压零件的成形性;从低成本快节拍的特点出发,对热冲压零件进行优化设计,特别是零件合理划分、零件局部特征的简化、优化,以降低模具开发成本,降低模具开裆高度;综合考虑装配要求和现有装备技术现实可行性,进行热冲压零件少无激光切割的优化设计;完成热冲压零件的最终数模冻结,建立微车领域低成本快节拍热冲压零件设计规范。
2)高耐磨高导热热冲压专用模具钢材料工艺优化与材料稳定化制造技术
以前期预研发成果高耐磨高导热热冲压专用模具钢材料BSWCM为基础,通过材料成分和生产工艺的严格控制,实现高品质模具钢生产材料质量的稳定控制;进行最终真空淬火和回火热处理工艺的研究,保证其冲击韧性、热导率等性能不降低的前提下,通过现场应用实验,确定淬火、回火硬度控制合理的目标值;对材料进行等离子渗氮或碳氮共渗表面处理,通过实验室评价(包括表面硬度,渗层深度,白亮层厚度及表面结合力、高温摩擦磨损实验研究等)和实际应用实验确定合理的表面处理工艺。对经过稳定化生产工艺的材料进行热冲压模具镶块制备、热处理和表面处理,并进行量产考核验证,最终形成高耐磨高导热热冲压专用模具钢材料稳定化制造技术。
3)热冲压模具疲劳开裂CAE分析技术
建立基于ABQUS、Fatigue和Fe-Safe软件平台的热冲压模具疲劳开裂CAE分析模型,通过试验手段获得热冲压模具钢材料的S-N曲线;以CN200 B柱热冲压模具为对象,开展热冲压模具疲劳开裂CAE分析及其批量冲压验证,持续优化模型;建立冲压模具疲劳开裂CAE分析标准化规范、流程。
4)低成本快节拍热冲压模具工艺优化设计技术
根据宝钢热冲压模具设计规范,进行热冲压模具初步设计;应用模内淬火数值模拟技术,对快节拍条件下热冲压模具的冷却速度和冷却均匀性进行CAE分析预测,根据CAE结果,对冷却回路进行优化设计;应用热冲压模具疲劳开裂CAE分析技术,对快节拍条件下热冲压模具的疲劳寿命进行预测,根据预测结果,对冷却回路进行进一步优化设计;应用模内淬火CAE和热冲压模具疲劳开裂CAE分析交替综合分析,完成热冲压模具的最终优化设计,最终实现保压时间能控制在6秒之内,生产节拍能提升到4冲程/分钟以上,模具疲劳开裂寿命在30万冲程以上。
5)热冲压零件冷切边冲孔技术
热冲压零件冷切边冲孔技术主要包括冷切边冲孔模具钢选择,模具结构设计与优化;热冲压零件冷切边冲孔工艺设计与优化;热冲压零件冷切边冲孔验证模具加工制作;热冲压零件切边冲孔模具生产验证与维护技术研究。
本项目在热冲压特别是低成本快节拍热冲压技术方面处于国际先进、国内领先的水平。以典型热冲压B柱(裸板)为例,主要技术指标包括:保压时间,生产节拍,模具寿命。本项目研发的低成本快节拍热冲压寿命验证模最终实现保压时间6秒,缩短40%,生产节拍提升到4冲程/分钟,提升60%,模具寿命达到30万冲程,提升50%。
3.小结
应用项目研发的低成本快节拍热冲压技术开发的CN200热冲压B柱寿命验证模具最终实现保压时间6秒,缩短40%,生产节拍提升到4冲程/分钟,提升60%,项目验收时验证模寿命达到325281冲程,提升50%以上,达到国际先进水平。
低成本快节拍热冲压创新技术研究成果在五菱百万平台车型上得到产业化推广和应用,满足了五菱对低成本热冲压零件日益增长的需求,取得了良好的经济效益和社会效益,达到国际先进水平。以CN200车型B柱加强板为例( 50万件/年),项目完成以后,单件累计降本22元,该产品累计实现降本2200万元。
4.是否产业化:已量产
参评技术3:挤胀式套筒螺母及电磁铆接连接技术
1.申报企业:湖北博士隆科技股份有限公司
新能源汽车轻量化是目前新能源汽车产业最为关注、也是最为核心的问题之一,轻量化的主要途径就是应用异种轻质材料(如铝、镁、高强钢、碳纤维等),然而异种材料存在不可焊接、难连接等问题,因此随着异种材料的不断应用,传统连接技术在某些工况下已经难以应对,亟需创新的、更为先进的连接工艺。
应对全铝车身局部结构加强,以及高强钢、碳纤维复合材料难连接、异种材料互联在结构连接领域备受关注,也将是未来新能源汽车连接技术的主要发展趋势。
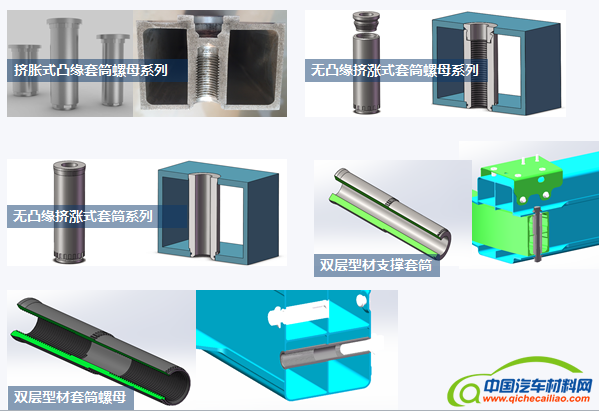
针对铝框架车身/铝框架电池包结构,在充分利用框架刚度和强度的同时如何加强局部强度的问题,研发出了套筒支撑连接技术,并开发出了系列化的挤胀式套筒螺母产品。以替代焊接套筒,解决了气孔、热裂纹、焊接部位强度下降、同等6系铝材焊接,螺纹强度不足、对焊工操作要求高等难题。
针对高强钢、碳纤维难连接问题,进行了电磁铆接技术的探索,同湖南大学合作,完成了电磁自冲铆接机理研究,实验设备的搭建,电磁自冲铆接设备原型机的开发及电磁铆接产品的开发。
挤胀式套筒螺母技术目前已完成产业化,并在奇瑞、宇通、爱驰亿维、宝马、丰田等车型上成功应用。电磁铆接技术目前在验证中,预计将于2019年实现产业化。
3.小结
随着新能源汽车产业发展,铝合金、镁合金、碳纤维等轻质材料应用会越来越广泛,挤胀式套筒螺母可广泛的应用于车身、电池包托盘的框架结构连接,单车用量大,减重明显,对汽车轻量化具有重要意义,具有广阔的市场空间。
电磁铆接作为全新的、具有突破性、颠覆性的创新连接工艺,绿色制造、能耗低、效率高、适用面广,尤其适用于异种材料连接,为新能源汽车连接工艺提供新的解决方案,市场前景广阔。
4.是否产业化:已量产
参评技术4:“迈克”自动充气补胎液
1.申报企业:北京迈克恒通科贸发展有限公司
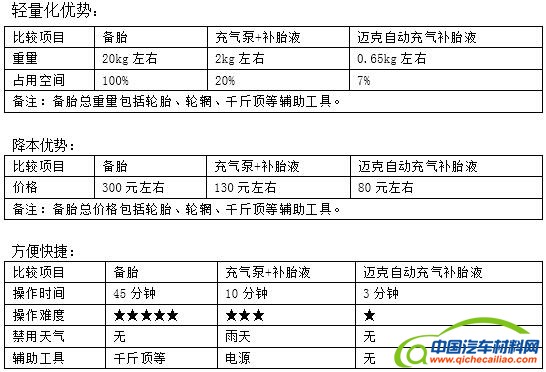
2.技术简介“迈克”自动充气补胎液是全球第一款汽车专用型自动充气、补胎一体化产品,是由中山市迈克化工有限公司(总公司)研发和生产。此产品可以在3分钟内快速解决车辆在行驶过程中遇到轮胎扎伤后的修补和充气问题,此产品可以替代车辆应急用的备胎和电动汽车配备的“充气泵+补胎液”产品。

“迈克”自动充气补胎液于2012年研制成功,2012-2015年进入产品后市场验证期及批量生产准备期,2015年实现量产,2016年进入主机厂的前装市场,目前已配套主机厂:北汽新能源、海马新能源汽车、红星汽车、汉腾汽车、奇瑞汽车、国机汽车、中兴汽车、雅致汽车等。2017年纯电动汽车配套总量约为13万辆,2018年目标总量为25万辆,2020年实现纯电动汽车年配套量80万辆以上。
3.小结
“迈克”自动充气补胎液产品的诸多优势,以及消费者使用的便利性,此类产品必将成为乘用车消费者的新宠,成为驾驶者常用的应急产品,将会创造更高的社会效益和经济效益。
首先,此类产品由于使用的便利性将会极大的降低驾驶者二次事故率,为保障驾驶者的生命和财产安全做出贡献。
其次,由于此类产品的体积小,重量轻,如果全国有1亿辆乘用车实现去备胎化,每年将会节约大约14亿升的燃油,为节能减排和环保事业做出极大的贡献。
4.是否产业化:已量产
参评技术5:泛亚车身轻量化开发技术路线与实践
2.技术简介
泛亚基于车身轻量化开发技术路线的轻量化的设计、新材料和新工艺,并通过对车身性能、车身重量和车身成本的评价体系,预测车身轻量化未来趋势,必然是基于车身轻量化技术路线的指导下的混合车身(图1)。
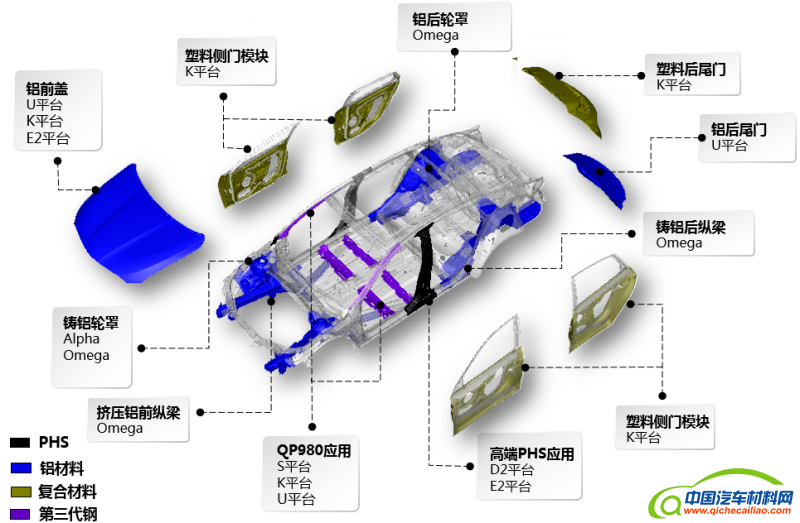
图1 轻量化的混合车身
泛亚车身在车身轻量化开发技术路线的指导,形成了先进的轻量化车身设计体系、轻量化材料开发体系和基于新材料的轻量化新工艺体系。建立了轻量化的车身评价系统,包含车身性能、车身重量和车身成本,通过三方面的综合评价可以对车身轻量化开发水平进行科学的、客观的评估。同时,根据车身柔性架构轻量化路线,泛亚在行业内的单车型评价体系的基础上又提出了车身多元评价体系。即科学的、客观的对平台化多车型、多品牌开发的车身研发水平的评估体系。该体系的建立和应用可以提高车身轻量化开发能力,使泛亚的轻量化开发达到国内领先,国际一流水平。
1、泛亚车身轻量化的设计技术路线
国内企业车身开发主要以确定车身平台,通过功能和接口来进行车身设计,辅以CAE性能分析并优化,及后期验证的方式,较少在开发过程中系统的进行轻量化设计。泛亚车身经过多年开发,建立了一套轻量化车身开发体系,辅以车身评价体系来进行科学的评估,分为先期架构开发体系和过程控制体系以及车身设计的“2C融合”。
(1)车身轻量化设计的先期柔性架构开发体系
泛亚车身根据整车平台化需求,形成了车身轻量化的柔性架构开发,在架构开发阶段就要考虑车身平台的轻量化,主要有3个方面。
a.车身平台的延展化的轻量化: 架构延展性最重要的是架构带宽,主要包含:尺寸带宽(TT-1)、性能带宽(TT-2)、接口带宽(TT-3)和工艺带宽(TT-4),通过以上四个带宽实现平台延展化开发。基于产量大的基本型要实现成本和重量效率最优;低成本、低重量、低配置的减法原则;较高成本、利润和配置的加法原则(图2)。所有的加减法原则都要辅以灵活的架构设计基础上,以达到架构开发时轻量化的融合考虑。
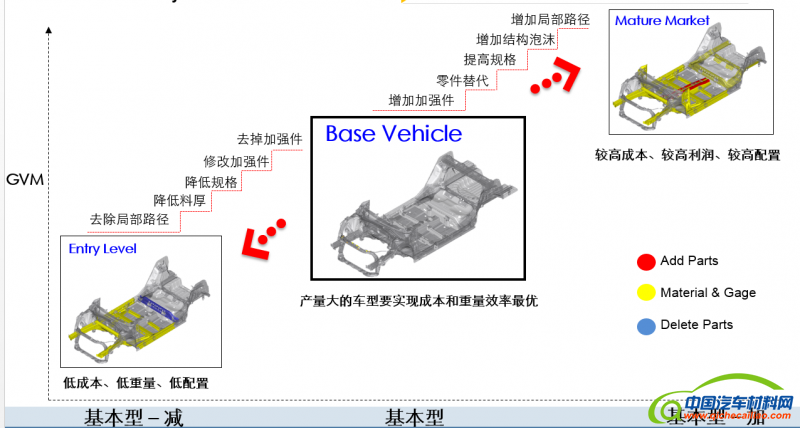
图2 车身柔性化架构开发路线示意图
泛亚开辟了一套通过满足不同带宽要求的前、中、后模块的组合(图3),实现在同一架构下的不同车型的开发需求。并且能够柔性的根据性能需求组合而到达精益化开发。
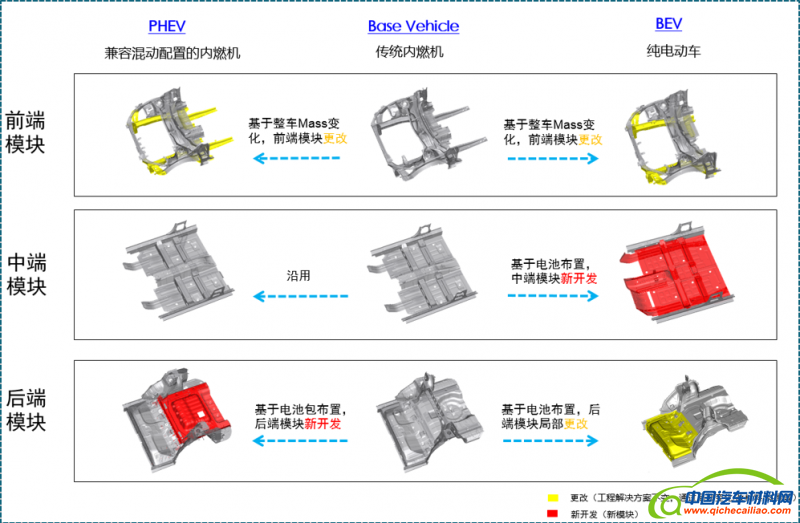
图3 前、中、后模块的兼容性
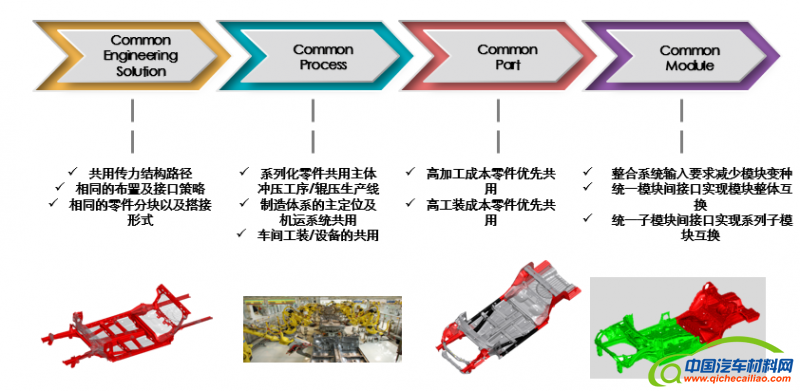
图4车身共用化
(2)车身轻量化的前期架构开发“2C融合”
传统的车身开发的性能分析往往是先有结构数模,然后再有CAE分析,架构前期CAE较少的介入,车身架构和传力路径往往是建立在参考车型和经验基础上的,无法经行科学的规划和指导。泛亚车身通过TPM Topology Parameterize MDO流程(图5),架构前期即实现2C(CAE和CAD)协同高效开发:
a.综合结构性能和布置,进行多学科拓扑优化,制定结构设计策略;
b.通过架构断面红蓝解耦,结合参数化模型库和MR(Manufacturing Requirements)工艺策略,搭建全参数化模型;
c.通过全面的CAE虚拟分析和多学科优化,对关键参数进行综合优化,并基于CAE输出CAD架构,实现2C同源。
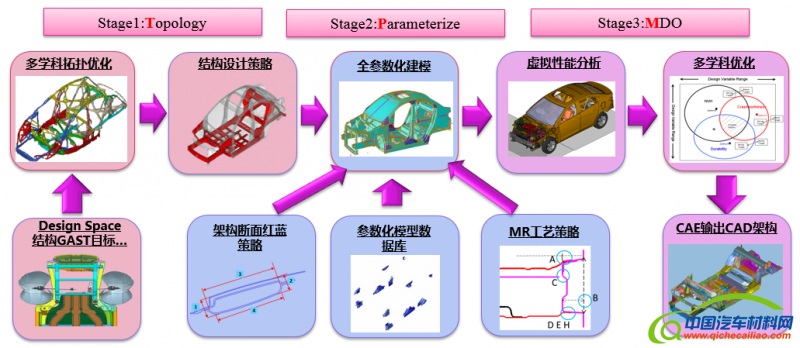
图5 TPM(Topology Parameterize MDO)流程
(3)车身轻量化设计的过程控制
国内的车身性能方面的开发,主要是基于参考车型的性能参数对比,以及一些常规的评价指标,多为单车型评价体系。泛亚车身经过多年开发,在车身轻量化开发技术路线的指导,通过多维度综合评价方法,结合重量、尺寸、性能、配置及带宽形成的过程控制,结合SE的精益化开发,对设计开发整个过程进行全流程的控制。通过轻量化设计、轻量化材料和轻量化工艺的综合评价,可对车身轻量化开发水平进行科学的、客观的评估。同时,泛亚在行业内的单车型评价体系的基础上又提出了车身多元评价体系,即科学的、客观的对平台化多车型、多品牌开发的车身研发水平的评估体系。该体系的建立和应用可以提高车身轻量化开发能力。
泛亚建立的车身轻量化设计评价系统,主要基于性能指标的轻量化和精益化体系(图9)。有以下几个评价维度:车身轻量化系数、车身的Regress Line、车身66%料厚曲线、车身体积密度比、精益化成本、共用化率。建立了车身综合效率的评价指标,同时通过每一个开发阶段各指标的确认及控制,有效的控制车身的开发过程,并形成轻量化设计的完备结构设计优化体系(图10)。
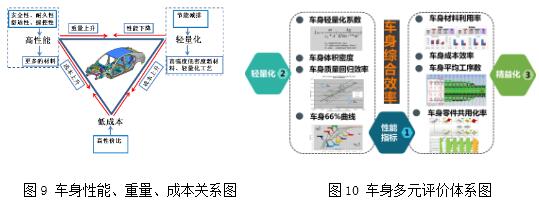
以往的轻量化评价是将重量和性能相结合单一车型的轻量化水平 ,轻量化水平越高对节约能源和环境保护的意义越大。泛亚的车身多元评价体系中增加了以下3个指标评估车身轻量化水平,使轻量化评估体系更趋完善。
2、泛亚车身轻量化的材料技术路线
国际上车身轻量化发展重要的趋势是新型高强度钢板、热成形钢板、铝合金、碳纤维、非金属材料和复合材料的混合应用,在保证性能同时大大降低车身重量。
从奥迪的全铝车身发展到各种新型材料的混合使用,使重量、成本和性能得到了很好的平衡。从(图11)可以看出:
- 中低端车型,主流趋势是超高强钢比例提升;
- 中高端及新能源车型,主流趋势是钢铝及复合等多种材料趋于平衡的混合车身;
- 由混合材料车身所带动的多种车身连接技术应用日益广泛。
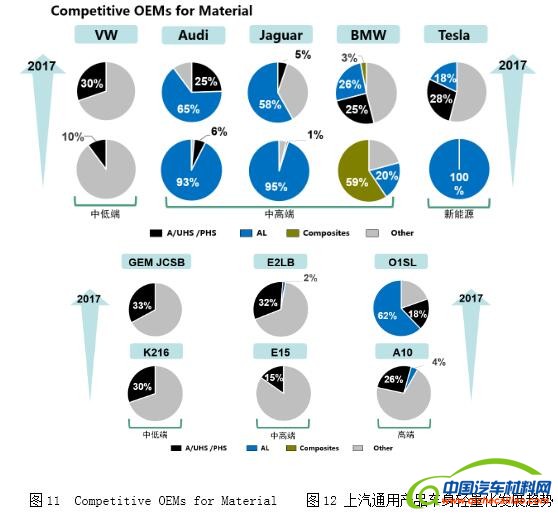
从(图12)中可以看出,泛亚的新型车身轻量化的材料开发,与国际一流水平相当。
(3)轻量化的高性能混合材料车身
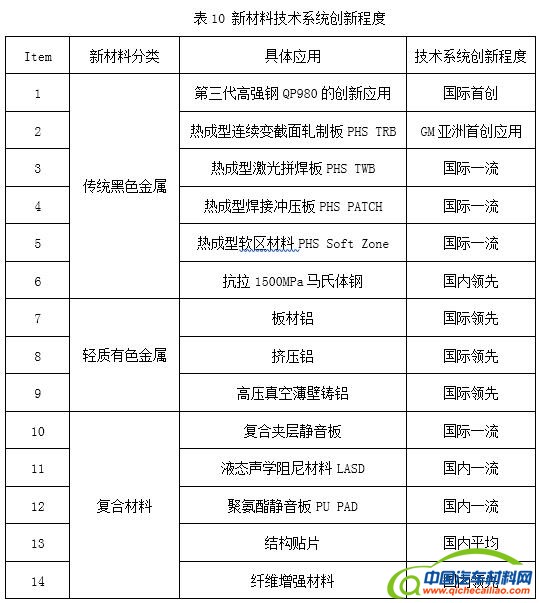
泛亚车身创新性的总结并制定出泛亚车身新材料应用路线图,为未来利用新材料实现轻量化车身提供技术指导。针对各新材料的自身特点以及项目特点,总结建立了新材料项目运用的准入机制。结合原材料供应商资源,形成了一套和供应商的前沿同步开发模式。最终在传统黑色金属、轻质合金、复合材料、新工艺方面实现了一系列首创性的应用。
3. 技术与产品成熟性及代表性
通过面向全球市场需求的白车身柔性化架构开发,使泛亚车身架构开发方法达到了国内领先水平,国际一流水平,建立了车身柔性化架构的开发流程和评价体系,为整个汽车行业的架构开发方法起到了标杆示范作用。
通过白车身柔性化架构开发,秉承精益求精,追求卓越的工作理念,勇于创新,开发出许多新的工程解决方案、开发标准和流程。通过K平台(目前已经量产的车型如全新英郎、阅郎、GL6、科沃兹和VELITE 6等)和GEM平台(正在开发)柔性化车身架构开发,形成了成熟的白车身轻量化柔性化架构开发理论和体系,锻炼出一支爱岗敬业,乐于奉献,技术过硬的队伍
3.小结
1)轻量化的车身经济效益
轻量化车身柔性化架构的经济效益
以2015.2~2017.12别克全新英朗、雪佛兰科沃兹为例,销量统计如下:2015年:25.11万辆;2016年:42.09万辆;2017年:60.54万辆;
柔性化架构减重直接经济效益主要包含原材料成本及油耗研发费用两部分。
(1)原材料成本:收益=减重*15*销量(平均车身成本效率为15rmb/kg)
(2)油耗研发费用:收益=减重*销量*0.007*15000(每减重1kg,对应油耗降低0.007L,每降低1L油耗,节省研发费用15000元);
车身轻量化的新材料和新工艺经济效益
未来的车身材料一定是混合材料的车身,泛亚车身通过大量的研究,已经可以初步掌握混合车身的应用限制和条件。为未来泛亚汽车成为国际上有竞争力的车企踏出坚实一步。
(1)直接经济效益:
经济效益分四部分:a.原材料成本;b.工序成本;c.油耗研发费用;d.制造人工成本
a.原材料成本——收益=(原方案材料成本-新方案材料成本)*销量;
b.工序成本——收益=(原方案工序成本-新方案工序成本)*销量*1.5(一个冲次1.5RMB);
c.油耗研发费用——收益=(原方案重量-新方案重量)*销量*0.007*15000(每减重1kg,对应油耗降低0.007L,每降低1L油耗,节省研发费用15000元);
d.制造人工成本——收益=(原方案cycle time-新方案cycle time)*销量*0.05(每1秒cycle,节约人工成本3/60=0.05RMB)
至2016/08/01共节约36,903,284 RMB 。
(2)间接经济效益
间接经济效益主要考虑国家环保治理。
收益= (C47-D47)*0.0112*15*E47*20000(原方案重量-新方案重量)*销量*0.0112*15*20000;(每减重100kg,百公里内碳排放下降1.12kg,每kg节省治污费用15元,每辆车每年假设行驶20000km),至2016/08/01共节约6,665,903,060 RMB 。
2)车身轻量化的社会效益
通过面向全球市场需求的白车身柔性化架构开发,使泛亚车身架构开发方法达到了国内领先水平,建立了车身柔性化架构的开发流程和评价体系,为整个汽车行业的架构开发方法起到了标杆示范作用;锻炼出一只技术过硬的队伍。
本项目成果满足了上汽通用在全球多个地区不同市场和某个市场多个车型并存的车型开发需要。使得上汽通用可以在更少的时间推出更轻、性能更好,并获得更多市场认可,为消费者带来的更好产品。
项目中的各类首创成果,大量专利论文等,引领着国内车身架构开发方法的新方向,在项目中形成的有效流程,兼顾了不同区域及车型的差异化需求,为实现精益化的全球同步开发奠定了基础。
通过车身新材料新技术的开发,使泛亚车身新材料轻量化开发能力达到国内领先水平,并形成了一套完善的新材料开发规划和应用准则,为整个汽车行业车身通过新材料实现高效轻量化的技术起到了示范作用。
通过车身新材料新技术的开发,整合了零件设计、原材料供应商的新材料开发和零部件供应商新工艺开发的能力资源,三者形成了一套完善的同步开发流程,培养了一支紧密协作、互相促进的技术队伍,大大提高了整个团队的研发能力。
在当前竞争激烈的汽车市场,车身结构开发面临高性能、轻量化、高质量、低成本的挑战,所有的整车厂的目标都是要开发性能优秀、油耗低、价格合理、性价比高的产品,而这些是车身架构开发中的矛盾点和挑战点;对客户驱动型汽车企业来说,运用有效的同步开发方法和技术手段来解决这些开发中面临的矛盾,可提升车身架构开发的综合能力和核心竞争力。泛亚车身通过很多项目案例的实际应用和研究,很好的解决了以上的遇到的矛盾与挑战,极大的推动了车身开发领域的轻量化技术进步,为同行业提供了宝贵的借鉴经验和意义,也带动了同行业对于车身轻量化发展需求和发展潜力,为车身轻量化的深度推广提供了非常好的平台,提升了国内汽车行业在国际上的竞争力。
4. 是否产业化:已量产