【汽车材料网】在汽车行业,资源效率和高功能要求导致新部件开发中的轻量化设计目标不断增长。这就产生了对高科技制造工艺的需求,这种工艺可以在材料和规定数量的单位内高效地生产轻质部件。布加迪品牌正在开发优化整体流程链的创新方法,并重新思考零部件制造的经济性。
特别是在超级跑车的开发中,重点是通过不断努力实现轻量化设计来实现动态增长。然而,在个人电动个人和跑车的开发过程中,轻质部件以及轻质结构设计也将发挥主要重要作用。为了满足这些轻质设计要求,必须用尽部件开发和制造中的所有可能性。实际应用是用优化产品替代现有产品,下面用制动钳和推杆来说明。
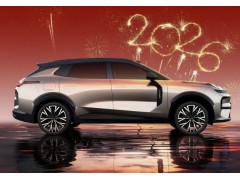
由于高度的设计自由度,选择性激光熔化(SLM,Selectivelasermelting)的生产工艺提供了产生轻质、优化的金属结构的可能性。在熔化过程中,通过一个或多个激光在选定区域循环熔化金属粉末,形成一个物理组件[1],从而实现几何形状的构建。因此,SLM工艺的原理是基于局部和暂时定义的热输入,这接近于热传导焊接工艺[2]。因此,待制造的部件经历连续的熔化和凝固阶段,这导致局部收缩,并因此导致热诱发的残余应力。钛合金制动钳到基板的大块部件固定,图1防止应力松弛,从而放大剩余的残余应力。为了实现最终的松弛,在从基板分离之前,部件经受热处理,这减少了随后的部件变形。
激光生成的钛合金制动卡钳作(布加迪)
SLM工艺通常被视为具有高度创新潜力的颠覆性技术,因为在不降低轻量化设计程度的情况下,传统工艺无法生产复杂结构,如制动钳或推杆。由于开始提到的层生成,SLM技术消除了这一缺点,这为轻质结构甚至具有内部几何形状的中空体提供了更高的设计自由度。
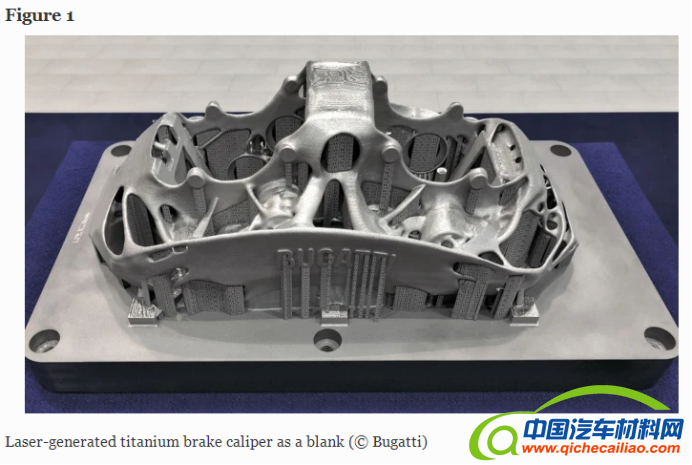
然而,除了这个优点之外,该方法也有一些限制,到目前为止严重地限制了该工艺的使用。这些包括通常较低的建造速度、对支撑结构的需求、较低的尺寸精度和表面质量,以及与特定原材料较高成本相关的成本结构。如果要开发和制造轻型制动钳,目前仍然有限的材料种类也导致有利于材料加工性的轻型设计程度的降低。这种功能部件还包含功能表面(functionalsurfaces),这些功能表面充当界面并实现规定的机械功能,例如孔和轴承座。因而对这些表面提出了最高的质量要求,由于部件变形和高表面粗糙度,它们还不能以足够的精度制造,这就是为什么除了热处理之外,所有功能表面(图2)必须进行表面处理。因此,已经很高的原材料成本最终会根据复杂程度增加一倍,就像制动钳一样。因此,在最终加工之前,这种激光产生的功能部件的完成程度接近于铸坯的完成程度,并且非常高的特定成品部件成本成为在中等和大规模生产中选择性激光熔化技术的应用障碍。
最终加工过程中的钛制动卡钳(布加迪)
高负载功能部件的设计首先需要对可用材料有详细的了解。特别是如果设想小批量生产高重量和激光产生的金属部件(图3),材料的选择和特征值的形成对轻质结构的可实现程度和部件的性能以及制造过程的再现性具有显著的影响。
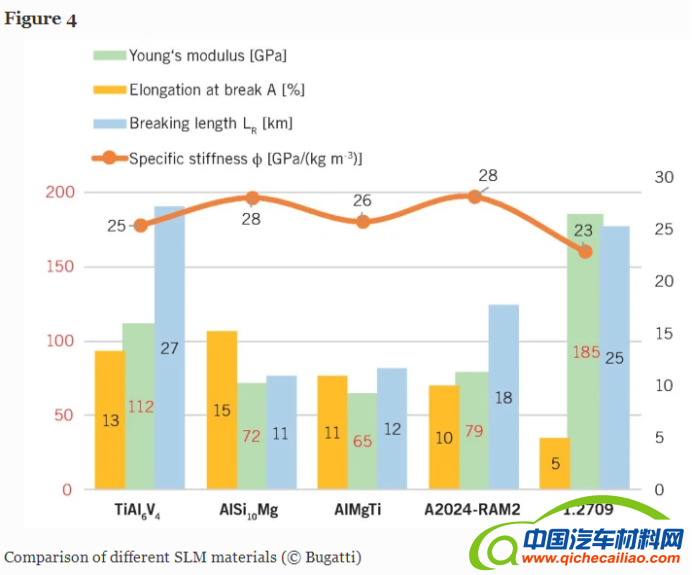
在设计制动钳和推杆时,一方面必须考虑材料和几何刚度,它们定义了部件的功能、变形和振动行为。另一方面,轻量化设计必须最大化,并且承载能力和操作中的误用载荷情况必须由高拉伸强度值Rm来覆盖。因此,目标是选择一种重量轻的材料,该材料具有尽可能高的比刚度系数φ,同时具有足够高的比强度。正如对工业可用材料的研究显示的那样(图4),铝合金AlSi10Mg和AlMgTi提供了优于钢和钛的最大轻量化优势。
然而,尽管这些材料具有相对较高的φ值,但与钛和钢相比,断裂长度LR低得多,这抵消了前面提到的功能部件的轻质优势。尽管已经存在获得高强度铝材料的方法,并且这种可能性被认为是非常高的,但是与钛合金TiAl6V4相比,熔化过程仍然存在问题。研究表明,这些材料在熔化过程中很容易破裂。因此,与钛相比,轻质设计潜力还不能以经济可行的方式实现,并且当选择用于激光产生的制动钳或推杆的材料时,钛仍然不能被免除,这造成了进一步的问题。
当考虑众所周知的材料TiAl6V4时,广泛的系列调查揭示了材料机械缺陷,这些缺陷可能影响SLM部件的批量生产。例如,当使用合金的常用参数进行应力消除热处理时,断裂伸长率A和屈服强度Rp0,2的值既有较大波动,在某些情况下也有较大异常值。
热处理的工艺优化使断裂伸长率提高了约26%(图5中的第3次循环),同时测量值波动降低了20%。此外,这种积极的结果是以一致的高屈服强度实现的,由此其变化也可以减少约20%。结合至少99.7%的材料填充率,以这种方式获得的工艺参数意味着可以完全省去耗时且成本高的热机械压实工艺,例如热等静压。由于已经进行的开发工作,机械和统计参数现在为通过选择性激光熔化制造的高应力轻质功能部件的小规模开发提供了坚实的基础。

在加工过程中小规模生产钛制动卡钳(布加迪)
不同SLM材料的比较(布加迪)
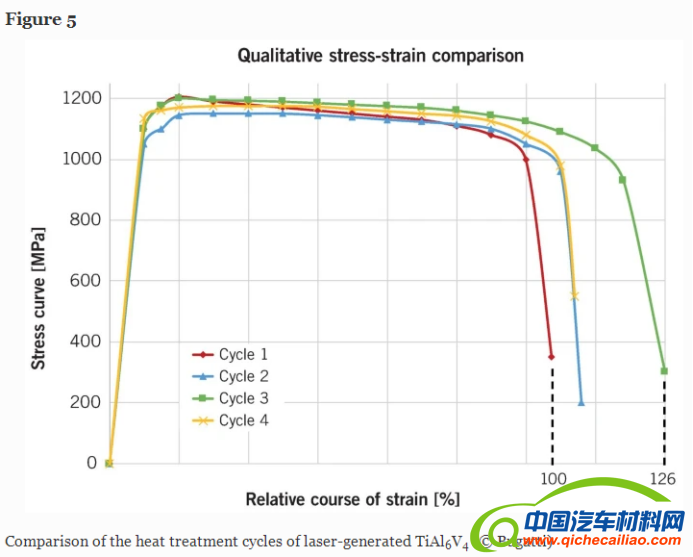
激光TiAl6V4热处理周期的比较(布加迪)
为了能够对这些组件进行经济评估,必须考虑制造成本,因为在大多数情况下,较高的单位成本将高于传统制造工艺的单位成本。这就需要一种新的评估形式,同时考虑到SLM工艺可用于生成无法通过任何其他方式生产的组件这一事实。
当成本与其他结果变量相关联时,就会产生一种合理的方法,这可以通过轻量化设计、性能和扩展功能范围的形式表现为效用价值。通过量化它们,就有可能根据成本效用比来比较设计概念。因此,效用评估是经济效率计算的一个核心要素,表达形式可以用许多不同的方式来表征。
具体而言,效用可以导致质量、刚度或变形值或热效应,这可以通过例如将具有最小壁厚的空腔、内部加强结构和流体通道集成在一起来实现。混合多材料解决方案的几何元素的引入也已经被证明[3]。
以布加迪Bolide的轻质钛推杆为例,与传统制造的铣削部件相比,质量减少了62%,这相当于在36,175N的屈曲载荷下效用值增加了54%。这一优势是通过将部件中心屈曲临界区域的壁厚增加到1.5mm,然后在纵向上朝部件端部减少到0.4mm来实现的。此外,集成在空腔中的技术支撑和扣拱(图6),单独对屈曲刚度贡献22%,而没有显著增加仅5%的部件质量。其结果是推杆的固有质量约为100克,由于设计的自由度,推杆还可以设计成翼形截面,以提高暴露在气流中的车辆区域中部件的空气动力学效率,从而将实用价值提高高达108%。

具有实施结构的轻型推杆(布加迪)
结论