铝合金密度小,其密度只有钢的三分之一,同时导热性能、加工性能和耐腐蚀性等都优于钢,典型的铝合金材质零件一次减重效果可达到30%~40%,二次减重效果可进一步提高到50%。铝合金材质零件的主要生产工艺分为铸造和锻造,采用铸造工艺生产的零件主要为壳体类和支撑类,例如发动机缸体缸盖、变速箱壳体、转向器壳体、发动机托架、转向器支架等;采用锻造工艺生产的零件主要为力学性能要求较高的零件,例如车轮、底盘悬架系统控制臂、转向节、空调压缩机涡旋盘等。
典型汽车用铝锻材料
用于汽车工业的铝合金锻造原材料一般采用挤压或铸造棒材(下图),其材料牌号一般来源于美国铝业协会公司(AA)注册登记、国际标准化组织(ISO)和各国制订的变形铝合金标准。我国的变形铝合金牌号表示方法参照的标准为GB/T 16474-2011《变形铝及铝合金牌号表示方法》,此外相关的国家标准还有GB/T 3190-2020《变形铝及铝合金化学成分》、GB/T 33910-2017《汽车用铝及铝合金挤压型材》。典型汽车铝锻零件用的材料牌号以6系为主,如6060、6061、6066、6082等,也有部分产品需要用到2系、4系、5系和7系的材料,如2014、4032、5754和7075等。
铝合金锻造用棒材
典型汽车用铝锻零件及成形工艺
整体式车轮
铝合金整体式锻造车轮(下图)是基于汽车轻量化、高效节能需求而不断发展起来的一类产品,一般采用6061和6082铝合金制造,相比于传统的铸造车轮其组织性能更加优越,重量轻、强度高且表面质量好,但由于工艺复杂、设备投入大,导致其制造成本居高不下,只能在高端乘用车和商用车得到一定的应用。
铝锻整体式车轮
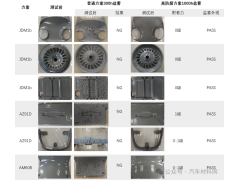
整体式锻造车轮的成形工艺根据产品结构特点、应用场景和批量不同一般选择不同的工艺流程,目前市场上常用的成形工艺及其应用情况如下表所示。
整体式锻造车轮成形工艺类型及应用情况
整体式锻造车轮完成锻造成形后通常需要热处理、机加工及表面处理等锻后处理,其中热处理一般采用T6热处理工艺(固溶处理+人工时效)以提高车轮各部分的强度。
控制臂
汽车控制臂也叫摆臂(下图),是汽车底盘系统的重要零件,它的综合力学性能对车辆的安全、操稳等性能起着至关重要的作用,一般采用6082铝合金制造。控制臂分为前控制臂和下控制臂,前控制臂是悬架的向导和支撑,其变形会影响到车轮的定位,降低行车稳定性;下控制臂主要是用来支撑车身、减振器并且缓冲行驶中的振动。
典型铝锻控制臂
早期的控制臂多采用铸铁、铸钢或钢板冲压焊接制成,伴随着材料加工技术的提高,锻造铝合金控制臂正逐步替代钢制控制臂,并在国内外中高档车上实现批量应用,如日系轩逸、逍客、奇骏,韩系朗动,美系爱维欧、嘉年华,欧系的速腾、帕萨特等。铝合金控制臂的典型锻造工艺一般包括下料、加热、制坯、成形、切边、热处理和表面清理工序。其中制坯工序根据产品形状结构不同可采用辊锻、斜横轧等方式,部分产品还需要采用弯曲和预锻以降低终锻成形的难度。热处理一般进行固溶和时效处理以提高产品的力学性能,表面清理可采用抛丸或喷砂处理去除工件表面氧化皮并改善工件力学性能。
转向节
转向节(下图)是汽车前桥总成及前悬架系统中的关键结构件,它连接前桥和转向系统,不仅承载汽车全部重量,传递转向动力,还承担着来自地面的冲击和车轮侧向制动等产生的负荷,是汽车行驶中安全性的有力保证。转向节在汽车底盘部件中属于形状复杂的保安件。
典型铝锻转向节
铝合金转向节的锻造工艺一般包括下料、加热、制坯、预锻、终锻、切边、热处理和表面清理工序。根据产品的结构和成形难度不同,可进行一次加热或多次加热,加热工序可在制坯、预锻和终锻任一工序之前,热处理一般也采用固溶和时效处理。
涡旋盘
汽车空调压缩机发展过程经历了四代。第一代压缩机为往复直立活塞式压缩机,之后演变为第二代斜盘式、摇板式和径向辐射式压缩机,进而发展为第三代回旋式压缩机,诸如旋叶式、滚动活塞式、螺杆式和三角转子式,现在第四代高效率的涡旋式压缩机已经开发有二十多年的历史,并且实现了产业化、规模化生产。涡旋盘(下图)是涡旋压缩机的关键构件,有动盘和静盘之分,材质一般为4032铝硅合金,结构比较复杂,性能要求高,目前国内外一般采用一步或两步背压成形锻造工艺生产,也有部分企业采用液态模锻工艺生产。
典型铝锻涡旋盘
铝合金锻件在汽车中的应用
3.1铝合金锻件在欧美汽车中的应用
根据欧洲铝协发布的《ALUMINUM ConTENT IN EUROPEAN PASSENGER CARSAssessment 2022and Outlook 2026, 2030》研究发现,欧洲汽车中铝的平均使用量从2019年的174kg增加到2022年的205kg,增长了18%。该研究预测,这一增长趋势将持续下去,预计乘用车平均铝含量将从2022年的205kg增加到2026年的237kg(+15.6%),到2030年每辆车的铝用量将达到256kg(+24.9%),将比2022年净增51.6kg。
欧洲乘用车单车用铝量
随着欧盟到2030年将汽车二氧化碳排放量减少55%的宏伟目标的实现,铝将继续在汽车制造商实现可持续发展目标的材料组合中发挥关键作用,并将在所有产品形式中都呈现增长态势,包括铝挤压材、板材、铸件和锻件。”
欧洲不同铝产品形态的用量预测及年均增幅
2022年,欧洲乘用车单车平均用铝量205kg,其中铝铸件123kg,铝板材45kg,铝挤压材27kg,铝锻件10kg。2030年,预测铝铸件将达到155kg,铝板材59kg,铝挤压材42kg,铝锻件10.5kg。
图30欧洲乘用车单车中各种铝材用量
报告分析预测,2022年欧洲乘用车用铝量为285.2万吨,2026年预计将达到435.6万吨,200年将达到481.2万吨。铝锻件应用情况如下表
2022、2026及2030年欧洲乘用车用铝量(万吨)
|
|
2022年 |
2026年 |
2030年 |
|
|
|
|
|
|
铸件 |
154.7 |
228.0 |
264.4 |
|
铝板材 |
83.3 |
128.1 |
144.5 |
|
铝挤压材 |
34.7 |
62.5 |
72.4 |
|
铝锻件 |
12.6 |
17.0 |
17.8 |
|
铝合计 |
285.2 |
435.6 |
481.2 |
美国Ducker公司分析报告《2023 North American Light Vehicle Aluminum Content and Outlook》显示,长期来看,北美轻型车单车铝含量在多种产品形式和车辆应用中将持续稳定增长,单车用铝量从2015年180.08kg(397磅)增加达到2022年的227.25(501磅)。预计到2030年北美轻型车单车用铝量将增加到252.20kg(556Pounds)。
2030年单车用铝量中铝薄板为67.13kg(148Pounds),铝铸件约为137.89kg(304Pounds),铝挤压件41.73kg(92Pounds),铝锻件5.90kg(13Pounds)。
北美轻型车单车铝含量
2030年北美轻型车不同工艺形式单车铝含量占比(单位:lb)
3.2铝合金锻件在日本汽车中的应用
根据日本铝业协会的数据,2014年~2021年日本对铝材的总需求量32 643.1 kt,对锻件的总需求量348.5 kt,锻件仅占1.07%,真少到不足挂齿(如下表所示)。然而数量虽少,却很重要,因为都是一些受力结构件。在日本这8年需求的铝材中,占比最大的是平轧铝产品(板带箔),9 579.9 kt,占29.4%;其次是压铸件,7 685.3 kt,占23.5%;第三是挤压材,6 083.4 kt,占18.6%;第四位的是其它材料,为5 407.3 kt,占16.6%;第五位的是锻件,为348.5 kt,为1.07%。
2014年~2021年日本对铝材需求量/kt
日本神户钢铁公司是世界上主要的先进汽车铝合金锻件生产公司之一,共有4个生产企业,在中国的天津和苏州各有一个,在日本有一个,在美国的是2019年投产的。该公司生产的汽车铝合金锻件如下图所示。
日本神户钢铁公司生产的乘用车悬挂系统铝合金锻件
3.3铝合金锻件在中国汽车中的应用
铝合金锻件在汽车中的应用以美国的居多,其次是日本和欧洲的,中国的稍少一些,但与日本及欧洲的并没有大的差别,都为12件左右,也都用于传动系统。中国山东魏桥集团生产的锻件如下图所示,共12件,使传动系统减重45 kg,技术水平国内领先。目前多种传动轴铝合金锻件已于2020年开始为东风汽车传动轴公司批量供货,该产品也可以用于商用汽车的轻量化方面。魏桥锻造公司可生产投影面积<0.6 m2、单件质量<150 kg的模锻件,单件<1 t的自由锻件,锻件总生产能力300万件/a。传动轴的扭转疲劳次数≥20万次[1]。
魏桥创业集团生产的电动汽车铝合金锻件
魏桥创业集团在高性能变形锻造铝合金和挤压铝合金领域的研发能力也居国内领先水平。用HSW–4合金制造的锻件为控制臂、转向节、万向节、推力杆等,HSW–3合金用于锻造控制臂、转向节、万向节等,挤压型材用于制造车架、保险杠、车身框架、电池包等,HSW–2和HSW–1合金用于挤压截面复杂的车身框架、电池包型材。锻造和挤压铝合金的保证力学性能见下表。
魏桥创业集团的新型6000系锻造和挤压铝合金的保证力学性能
魏桥创业集团开发的高强高韧汽车铸造铝合金有3种:WZL–1和WZL–2合金用于压铸车身节点、横梁、纵梁、B柱、底盘副车架、减震塔、动力系统电池包、逆变器等;WZL–3合金用于挤压铸造底盘控制臂、转向节等。铸造合金的力学性能见下表。
魏桥高强高韧汽车铸造铝合金的力学性能[2]
中国的铝合金锻造产业
中国自新世纪以来就已成为世界上最大的铝合金锻造大国,并自2011年800 MN锻造机投产起,中国就是全球铝合金锻造引领者[3]。2021年中国约有35个铝合金锻造厂,总生产能力约240 kt/a,有锻造力≥300 MN的锻造机10台。目前,国内具备汽车铝锻件生产能力的企业很多,大多以生产铝锻车轮为主要业务,其他铝锻件(不含车轮)的生产企业如下表所示。
结束语
中国是生产汽车大国,也是生产新能源汽车的“领头羊”。2022年,汽车产销分别完成2702.1万辆和2686.4万辆,同比分别增长3.4%和2.1%,与上年相比,产量增速持平,销量增速下降1.7个百分点。;新能源汽车持续爆发式增长,产销分别完成705.8万辆和688.7万辆,同比分别增长96.9%和93.4%。铝合金锻造技术在汽车工业中的应用正逐渐增多,但由于汽车铝锻件价格较高,主要应用于高端车型,市场总需求量并不大。随着汽车轻量化和电动化的不断发展,全球汽车厂商面临越来越激烈的竞争和成本压力,越来越多的铝锻产品将直接在中国本土生产,给国内具备铝锻件生产能力的企业提供了前所未有的发展机遇。
参考文献
[1]张海.汽车轻量化解决方案[C]//2021年中国国际铝加工论坛论文集.北京:2021:45-72.
[2]赵丕植.汽车用铝前景分析—汽车轻量化铝合金技术挑战[C]//2021年中国国际铝加工论坛论文集.北京:2021:23-44.
[3]熊慧,王祝堂.浅谈铝合金锻压产业的发展与项目建设[J].中国铝业,2012(5):25-27.
文章来源:
[1]孙伟,王玲.铝合金锻造技术在汽车工业中的应用[J].锻造与冲压,2021(15):20-24.
[2]王勇,王祝堂.简说铝合金锻造与锻件在汽车上的应用[J].铝加工,2023,No.271(02):3-11.
[3]Ducker Carlisle调查显示:预计新电动汽车中的铝使用量将增加,全球铝合作伙伴,2023-04-15。
[4]【最新发布】欧洲铝协乘用车用铝量研究与预测报告(2022-2030),尚轻时代,2023-05-18。
汽车材料网整理