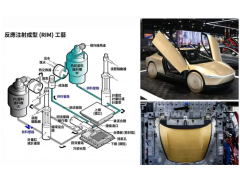
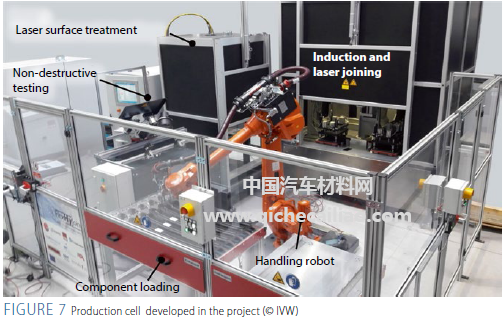
激光焊接是目前较具发展前景的可规模化生产的复合材料/金属连接工艺。由欧盟资助的FlexHyJoin项目开展了汽车顶棚加强筋部件的全自动化激光焊接生产线的研发。
顶棚加强筋的制备
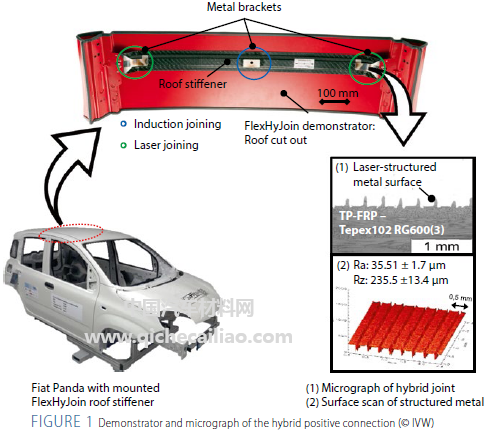
如图1,加强筋由连续玻纤增强PA6经热压成型。先将连续玻纤增强的复合材料半成品经红外加热器加热到加工温度,再进行模压成型,再进行修剪。其次,需在加强筋上安装金属支架,以实现与顶棚的安装。金属支架采用钢板冲压而成。
(1)激光焊接技术原理
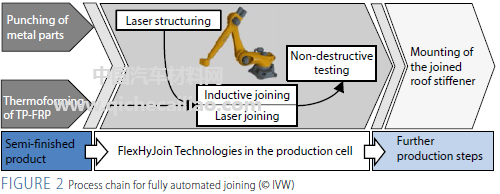
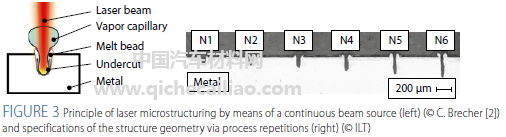
为实现焊接过程的在线控制,研究团队开发了微结构跟踪处理系统,可快速处理2.5-D的几何结构,如车身侧支架。在各个线之间,通过可移动透镜(z移位器)沿着光束路径自动跟踪光束焦点,使得各个线的处理总是在激光焦点中进行。项目联盟成员New Infrared Technologies(NIT)还开发了一种用于过程控制的高速红外摄像机,实现了焊接过程的在线控制与验证。
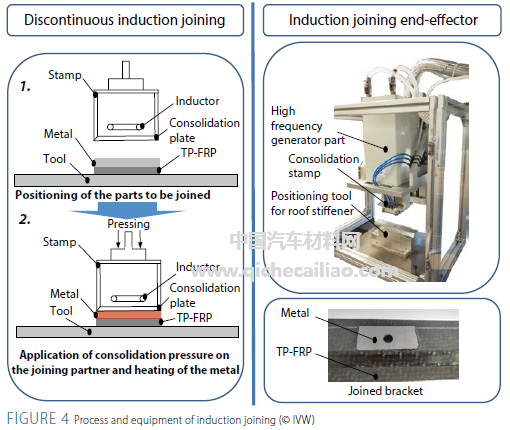
感应加热技术在复合材料连接中应用广泛,但用于复合材料连接时多是加热复合材料,而用于混合材料连接时,一般需要加热金属元件。研究人员在该项目中使用了连续感应加热技术,如图4。当高频交流电流过电感器时,在其周围形成电磁交变场,通过电阻和磁滞损耗在金属中产生热能。金属被感应加热直至其高于熔化温度并低于所用基质聚合物的降解温度。在该区域中,复合材料在与金属的接触点处熔融,并在压力作用下填充至金属表面形成的空腔中。
在复合材料加强筋与金属支架焊接时,激光辐射通过二极管堆叠并使用适当的光学器件以聚焦在工件上,金属吸收激光辐射并将能量转换成热量。
激光连接工艺主要分两种:
激光传输连接:通过选用特定波长的激光束,通过透明度较好的聚合物材料实现传输,使其撞击加热的金属表面。由于聚合物与金属物理接触,会因热传导而升温并熔化。但该项目的玻纤增强复合材料透明度低,激光传输连接不适用。
激光导热连接:作为激光传输连接的替代方案,激光辐射在金属表面,通过金属导热将热量传导至连接区域。
能量输入取决于激光功率、照射持续时间和激光辐射在金属表面上的吸收情况。项目组通过使用可调整光束几何形状和光束路径的元件,可尽可能均匀地引入能量。此外,为达到较好的连接效果,部件通过夹紧装置加载固结力,以实现聚合物在金属表面的完全润湿和有效连接。

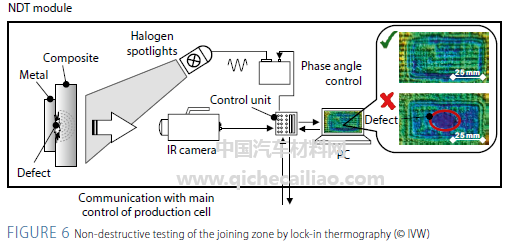
为实现工业批量化应用,项目组引入了热成像技术,以保证产品质量的稳定。该技术借助卤素灯等光学热源,可通过调制频率调节检测深度,对产品质量进行检验,如图6。
*特别声明:本文为中国汽车材料网原创技术文章,版权归中国汽车材料网所有,禁止转载!违规转载,法律必究。