



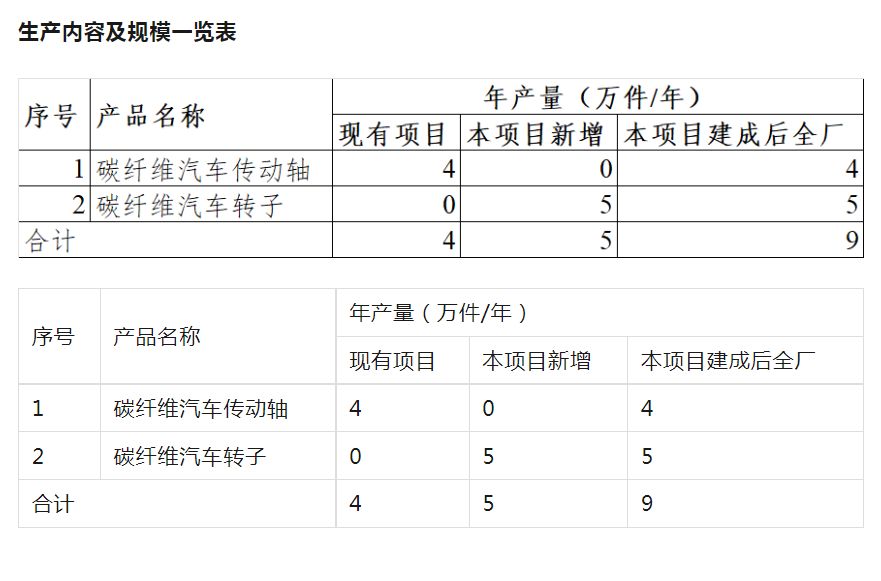
公司于2020年8月租赁上海金山新材料孵化器发展有限公司位于金山卫镇秋实路 688号7号楼一层的厂房,开展“碳纤维复合材料汽车传动轴生产线”的生产项目,年产汽车传动轴4万个,2021年5月完成自主环保验收工作,目前正常运营中。
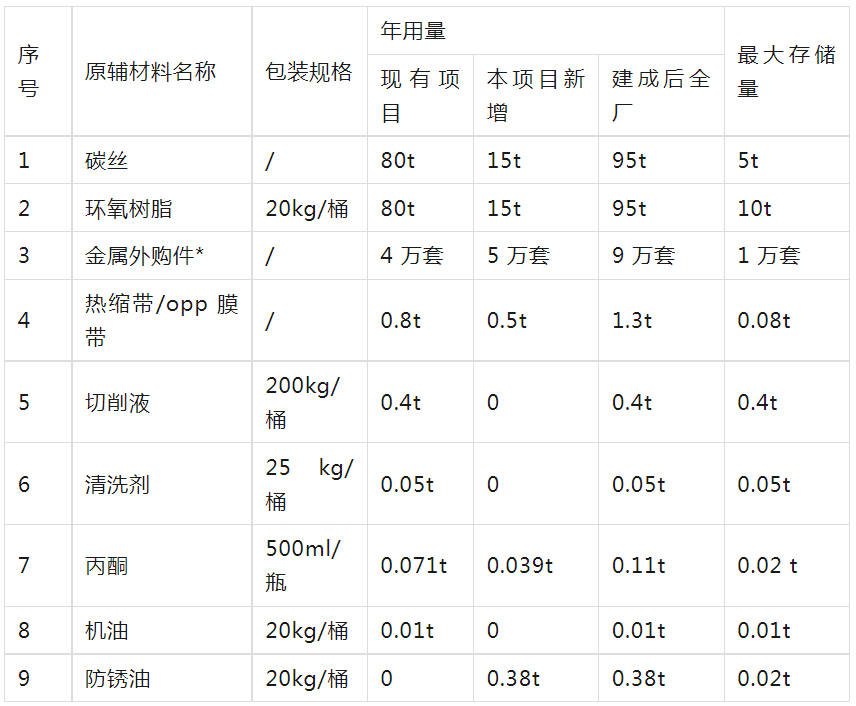
应市场发展需求,公司拟投资1000万元建设“碳纤维复合材料汽车转子生产线项目”,在现有已租赁厂房内进行改扩建,即对现有厂房内部分区域进行改造,建设一间独立密闭的 转子加工间,新增碳纤维复合材料汽车转子生产线,主要从事碳纤维复合材料汽车转子的生产加工,预计建成后新增生产规模为碳纤维汽车转子5万件/年。

碳纤维复合材料汽车转子加工工艺流程
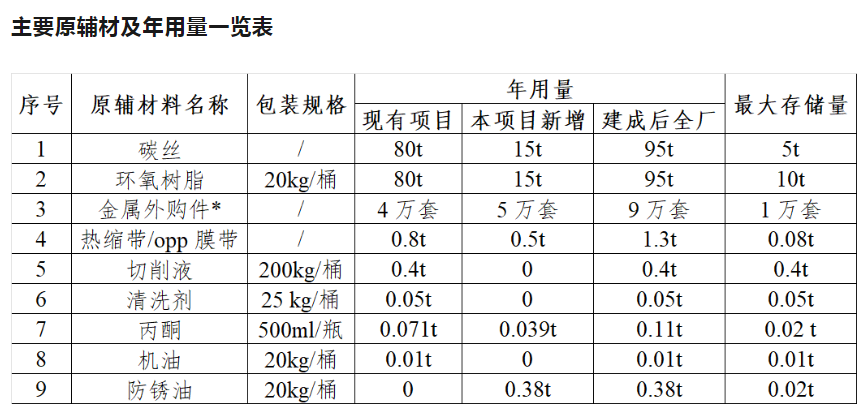
浸泡:将外购的碳丝浸泡在环氧树脂槽内,为后续固化成型做准备;
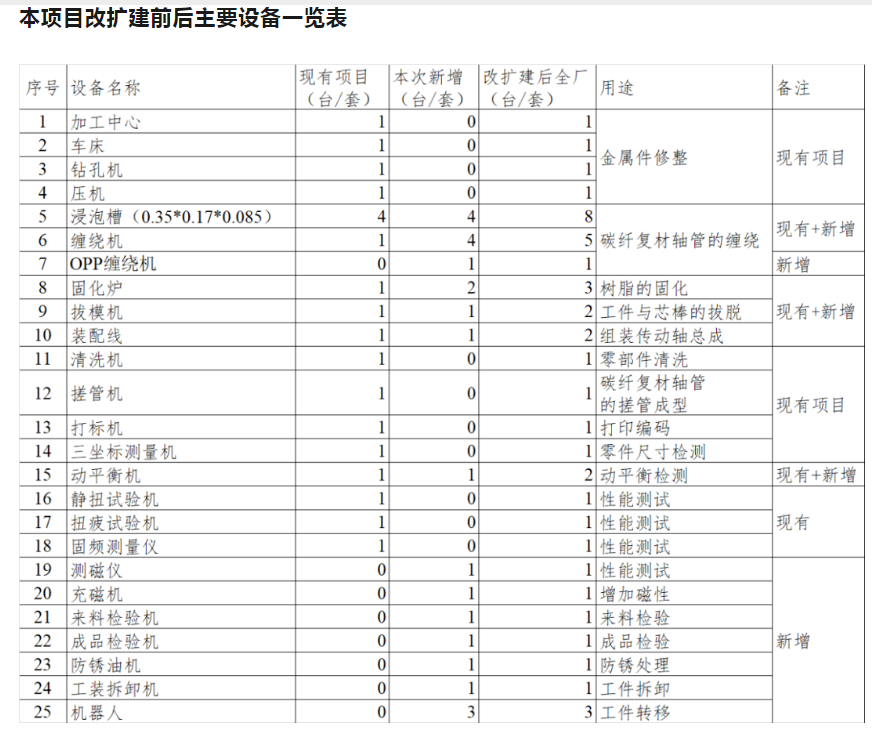
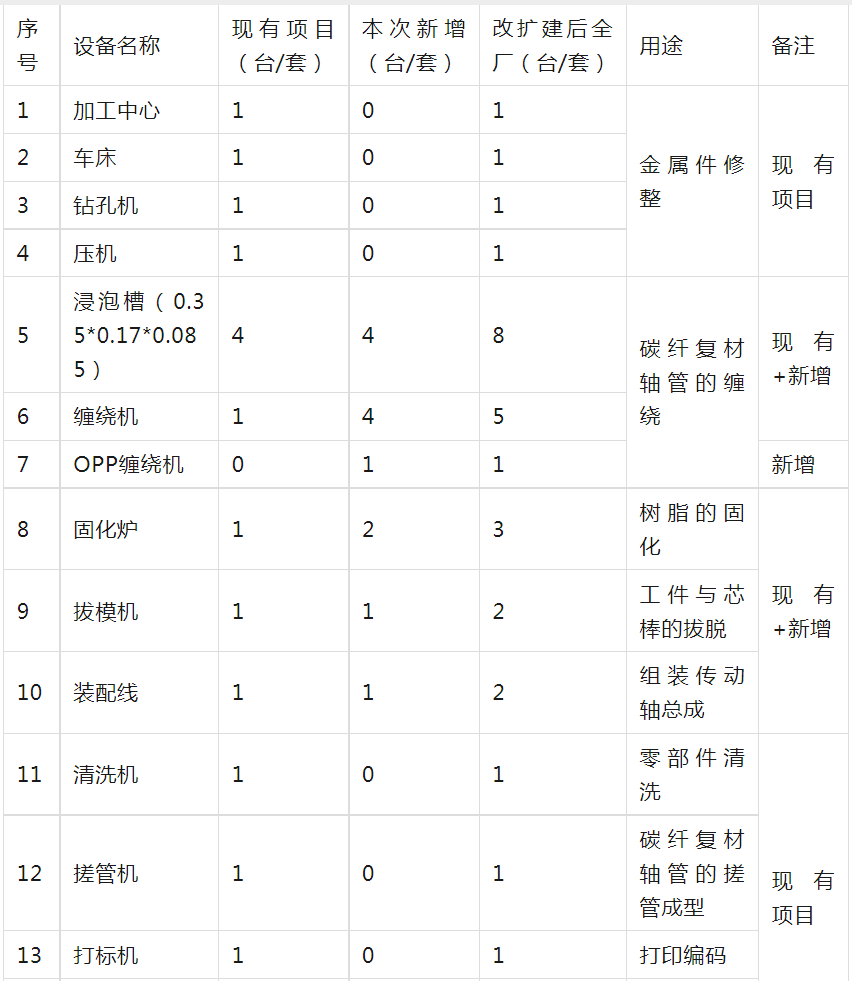
碳管缠绕:缠绕机夹头装夹一根金属芯管成品,将浸泡树脂后的碳丝缠绕在上述 金属芯管上,缠绕出基础碳纤芯管。此缠绕工序在浸泡槽上方操作完成,避免人工操 作过程中跑冒滴漏的现象发生,同时,缠绕过程中树脂挥发的少量废气 G1 经工位上方集气罩收集后由 1 套活性炭箱吸附处理。
装配:在缠绕机上将基础芯管与外购的金属件进行装配;该过程为手工装配,外 购金属件直接进入装配环节、不需要进行清洗加工等。
缠绕:将浸泡树脂后的碳丝再次缠绕在装配后的芯管上,缠绕成汽车转子产品状 态。此缠绕工序在浸泡槽上方操作完成,避免人工操作过程中跑冒滴漏的现象发生, 同时,缠绕过程中树脂挥发的少量废气 G1 经工位上方集气罩收集后由 1 套活性炭箱 吸附处理。
固化:将转子放入固化炉(电加热)内进行加热固化,热固温度在 120 摄氏度以 内,固化时间为 4h/d;该工序环氧树脂因受热会产生 G2 固化废气;经固化炉配套集 气管收集后由 1 套活性炭箱吸附处理。
拔脱芯棒:转子固化完成后,在拔脱机上将其中心的金属芯棒拉拔脱开,金属芯 棒再回到缠绕机工序重复使用;
包裹:采用 OPP 膜带缠绕包裹住转子,提高产品紧致度;
清洁:使用沾有丙酮的抹布对成品进行擦拭,去除成品表面的灰尘和可能沾到的树脂等;
测试:对成品进行动力平衡、静扭试验、扭疲试验、固频测量等试验,为物理实验,不涉及水的使用;
充磁:利用充磁机对转子进行充磁处理,以增加工件的磁力性能,上述充磁工作原理为:将要充磁的可带磁性物体放在有直流电通过的线圈所形成的磁场里,使磁性 物质磁化或使磁性不足的磁体增加磁性。
涂防锈油:在转子表面涂一层薄薄的防锈油,以增加产品表面的防锈性能,防锈 油主要成分为油溶性缓蚀剂、基础油和辅助添加剂,常温条件下不会产生挥发性气体。涂好防锈油的转子再用干净的抹布擦拭。
检验包装:对加工好的转子产品进行物理性能检验(主要是观察尺寸、光泽等), 经检验合格的产品经人工包装后入库。



