今年4月份,路虎塑料部门总工程师介绍,路虎计划在2017年所有车型上都采用微发泡技术,计划到2020年实现年产量100万台车成功应用微发泡聚丙烯。采用该技术,塑料部件的设计在壁厚方面将能够实现功能最优化,而不是受到模具的限制。结果既能减轻密度和重量,带来功能化设计,还能节省20%的材料。除了路虎,上海大众、长安马自达、全新英朗等汽车的全套门板,都在进行微发泡技术测试推广中。
一、微孔发泡技术的应用
产品应用领域:
注塑微发泡:各种内外饰件,如车身门板、尾门、风道等;
吹塑微发泡:汽车风管等;
挤出微发泡:密封条、顶棚等
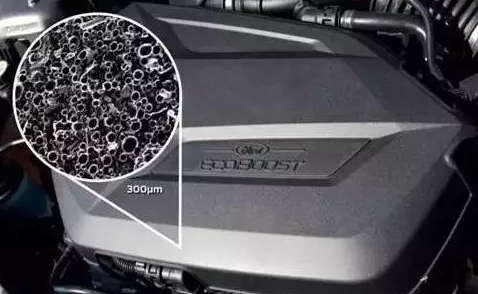
福特汽车零部件
二、微发泡技术
化学微发泡(Microcellular Foaming) 是指以热塑性材料为基体,化学发泡剂为气源,通过自锁工艺使得气体形成超临界状态,注入模腔后气体扩散内压的作用下,使制品中间分布尺寸理论从十几到几十微米的封闭微孔发泡。
三明治结构:“发泡结构的芯层和坚实的上下皮层”构成的三明治结构
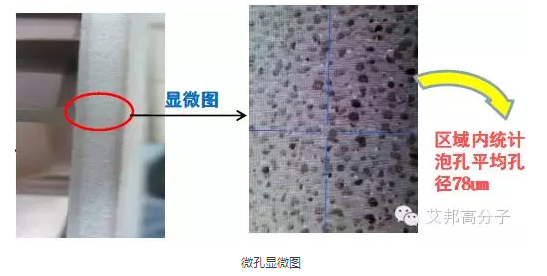
泡孔结构:理想的泡孔直径,<50um,行业实际水平在100-350um左右。如,会通公司的泡孔结构,泡孔直径达80um左右。

微发泡技术特点:
1.制品重量约减少10-20%
微发泡技术工艺在减轻重量方面的优势是显而易见的,用PBT、填充尼龙和ABS等不同树脂材料来生产制件,该工艺能够在保证制件结构强度不发生很大变化前提下,将其重量减少10%,此技术与结构发泡不同,微结构更加规整,同时微孔的分布更加均匀。对于小型薄壁制品,此工艺的注塑速度非常快,而且晶核都是瞬间形成的,因此,不会出现微孔熔融的现象。
2.注射压力约降低30-50%,锁模力降低20%,节能性提高;
2.注射压力约降低30-50%,锁模力降低20%,节能性提高;
3.循环周期减少10-15%;
4.改善翘曲变形:典型的应用实例
汽车上的牵引控制连接器外壳,部件采用的是30%玻璃纤维增强的PBT材料,该材料在增强后由于横纵方向上的收缩率不一致,传统的注塑工艺进行生产时,非常容易发生翘曲变形,实心制件的变形程度为1.1cm,采用微发泡成型得到的该部件的翘曲变形情况有了显著的改善,其翘曲变形程度仅为0.27cm,较前者降低了约75%
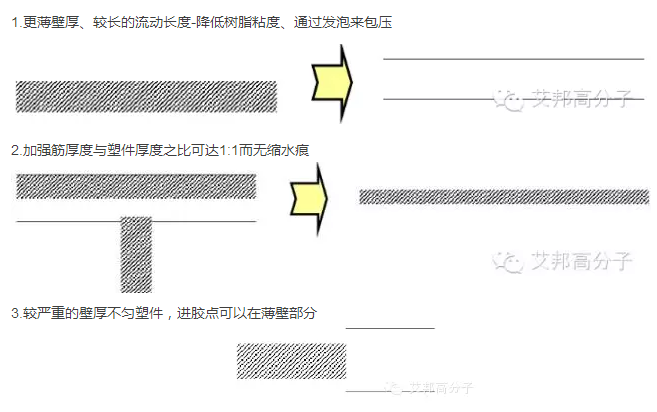
5.更灵活的产品和模具设计
三、实例:PP微发泡前后性能对比

相信,随着微发泡技术的发展,这项技术在汽车轻量化、降低成本等方向会越来越重要,未来的汽车塑料发展必定少不了微发泡技术的持续创新。