2004年,当凯迪拉克CTS第一次进入中国时,以独树一帜的风格给人们留下了深刻印象——宽大的车身,强劲的动力,刀削斧砍般的前脸造型。档次和售价与其接近的车不止一辆,但凯迪拉克那种专属于它自己的风格,恐怕谁也无法取代。也许,这就是凯迪拉克的诱人之处。10余年后,更高一级的CT6国产,无论是2.0T的后驱,还是3.0T的四驱,8款车型的装备之新颖、配置之丰盛,令所有喜欢它的人怦然心动。不过,在光彩夺目的外表背后,内部结构能否保障安全,材质选用是否存在不应有的节约,组装工序靠什么实现品质控制,这便是《车讯实验室》走进上汽通用生产线时,最希望了解的内容。
生产凯迪拉克CT6的工厂是一所刚刚落成、投入使用只有1个月的全新工厂,位于上海浦东的金桥。今后,凯迪拉克将有数个车型进入我国,全部在这里生产。除了发动机与变速器,汽车制造通常由4个部分组成——冲压、焊接、喷涂、总装。为了提高效率,新工厂没有设立冲压车间,冲压工作在上汽通用的原有厂区进行,而后运输过来,所以,我们的探访,是从焊接车间开始的。
多种材质组成的凯迪拉克CT6
将冲压成型的一块块金属件,焊接在一起,形成白车身,这就是焊接车间的工作。在这里,我们看到了一份结构图,得知,在凯迪拉克CT6的白车身中,有57.72%是铝材质,这种情况显然与众不同,目前市场上的汽车,几乎都是全钢结构,即使有些车型用到了铝,也只是个位数的一些部件,比如机仓盖、前后防护杠、悬架横臂。大范围应用铝部件的车型,并不多见,曾有制造商推出过全铝车身,但因价格过于昂贵,敢于问津者寥寥无几。
一些对汽车不够了解的人们,往往会把重量与安全划等号,这是个天大的误解。事实上,用铝材制造车身,可以降低重量,对节能、减排以及提高动力性能大有好处。数年来,利用各种方法,让汽车轻量化,是各大汽车制造商的工程师们,孜孜以求的目标。至于安全,早已交给各种电子设备去保障。就拿凯迪拉克CT6来说,它的高配车型拥有主动刹车、车道偏离预警、自适应巡航,有些车型甚至拥有夜视系统。
如果采用全钢车身的话,像凯迪拉克CT6这样的块头,白车身重量至少得500公斤,由于采用了超过半数的铝材,使得它的白车身重量降为370-380公斤,削掉了120公斤的赘肉。别小看这120公斤,在不考虑载荷的前提下,2.0T的凯迪拉克CT6的比功率为0.12,这是个很优秀的成绩,因为同级车的比功率一般在0.08左右。2.0T的凯迪拉克CT6百公里加速仅需6.6秒(3.0T是5.7秒),毫无疑问,这是个很棒的成绩。假设没有减肥,比功率会下降到0.11,与0.08相比,尽管也很不错,但毕竟不如轻量化之后,动力性更强。
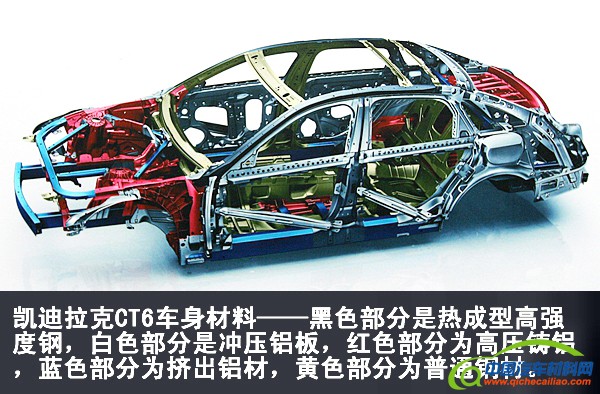
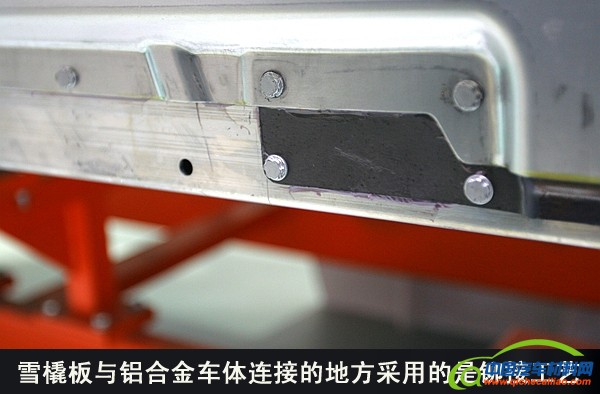
不过,车身轻量化首先建立在整车强度不降反升的前提下,为了达到这个目标,凯迪拉克CT6的车身由多种材料构成,包括,冲压铝板、高压铸铝、挤出铝材、热成型高强度钢以及普通钢材。其中,图中黑色部分是热成型高强度钢,白色部分是冲压铝板(分为铝镁硅合金、铝镁合金两种材质),红色部分为高压铸铝,蓝色部分为挤出铝材(分为铝镁硅合金、铝锌合金两种材质),黄色部分为普通钢材(分为低碳钢、双相钢、中强度钢、高强度钢等4种材质)。

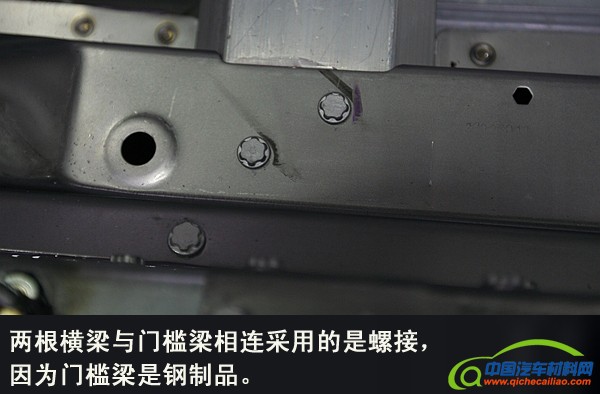
凯迪拉克CT6的车身连接——铝电阻点焊、铝激光钎焊、自冲铆接、自攻螺接。
如果是全钢结构,利用焊接就能做出一个车身,比如,车身结构用点焊,车顶与边框用激光焊。这已经是司空见惯的事了。但是,凯迪拉克CT6的车身既有钢材,也有铝材,用常规的点焊或激光焊都不行,因为这些焊接的前提是材质相同,两种不同特性的材质,是无法可靠地把它们焊在一起的。所以,这里的焊接车间,采用了4种连接工艺。其中,铝材与钢材之间的连接依靠铆接和螺接,铝材与铝材之间的连接靠电阻焊和激光焊,其中,激光焊分为激光钎焊和激光熔焊。

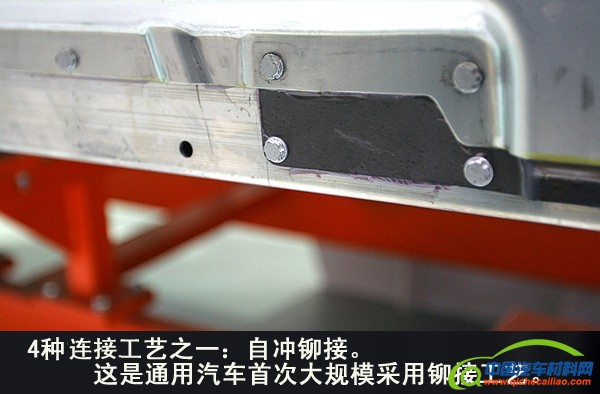
第一种,自冲铆接工艺。
自冲铆接简单理解的话,就是打铆钉。这种工艺最为常见的地方是航空或航天的飞行器,比如飞机、火箭。以往的飞行器主要用铝材,而铝材焊接之后的强度会大幅下降,所以,铆接工艺多年来一直应用在飞行器的制造上。不过,飞行器的铆接是先打孔,再施铆。凯迪拉克CT6采用的是自冲铆接,它采用一种高强度铆钉,靠高压刺穿板材之后,铆钉末端膨胀自锁,采用铆接可以实现不同种类板材之间(可以是铝板,也可以是钢板,甚至可以是塑料板)的连接。而且,连接强度较高。
2,自攻螺接工艺。
虽然可以将这种工艺理解为拧螺丝,但它与日常生活中所见的自攻螺丝并不相同,它的硬度非常高,在快速旋转作用下,可以瞬间在铝板和钢板上钻出一个孔,并在孔壁上攻出螺纹,螺钉旋入后再经互锁,由此连接的板材,具备不错的气密性与水密性。
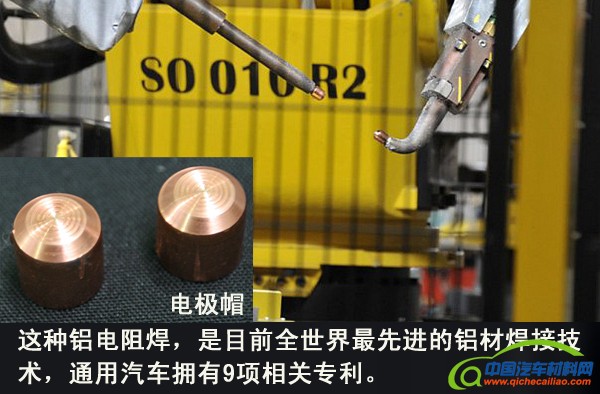
3,铝电阻焊工艺。
铝焊与钢焊并不相同,前者性质较为活跃,材质表面有氧化层,所以,此前最为常见的铝焊是氩弧焊。凯迪拉克CT6铝材之间的焊接,采用的是通用汽车自有的专利,焊枪头部的电极帽上有环环花纹,增大了接触面积,在300公斤的压力下,将材质表面的氧化层去除,再加上3万、4万甚至5万伏的电流,形成一个焊点范围内、铝材快速融化的过程。

4,激光钎焊工艺。
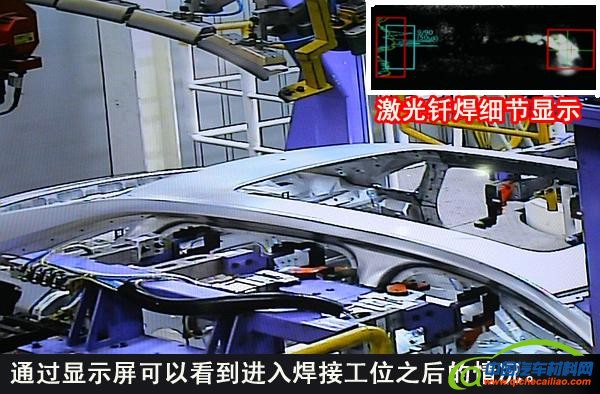
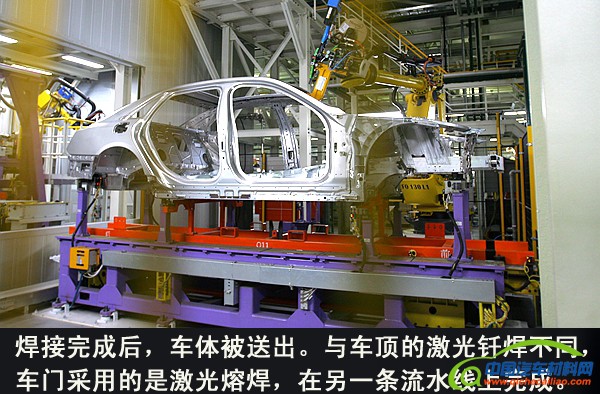
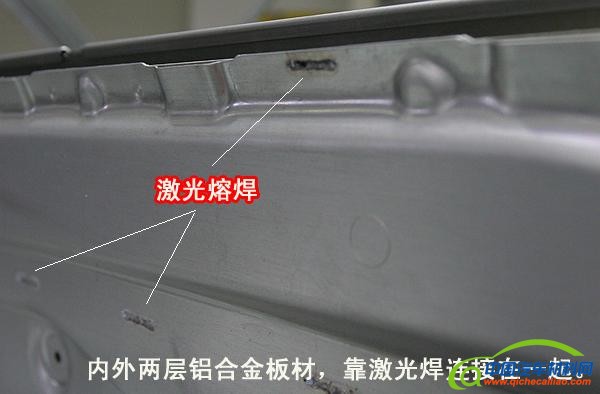
为了简化工艺流程,提高制造效率,一些表层板材采用激光焊连接,已经不是什么新鲜事了。但在凯迪拉克CT6中,激光焊分为两种,第一是激光钎焊,第二是激光熔焊。其中,车顶与车身的连接、后仓盖总成的连接采用的是铝激光钎焊工艺。车门边框等部位数层铝材,采用的是激光熔焊。
激光钎焊是在两层材质之间,添加一层用于铝焊接的特殊焊丝,然后对焊接部分施以激光,靠高温熔化得以连接。据介绍,这种工艺得到的焊缝非常平整,焊接完成后,仅需在车顶焊缝上用胶液刮平即可。而后仓盖无需打磨就能直接进入喷涂程序。


除了激光钎焊,在车门等部位采用的是激光熔焊。与激光钎焊相比,这种焊接工艺没有事先在材料之间填充焊丝,而是直接施以激光,从而实现一个熔化过程。
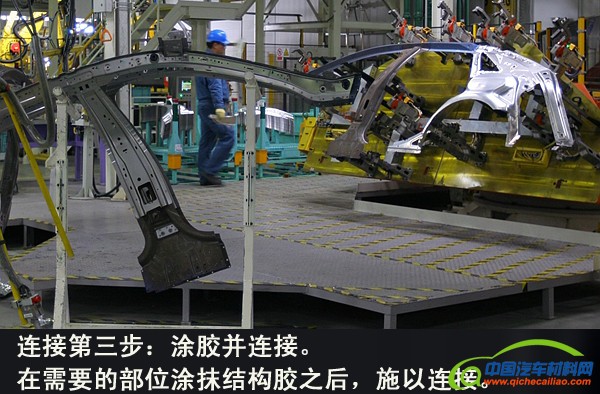
双管齐下——结构胶的大量使用
对科技感兴趣的朋友或许知道,传统飞行器虽然一直采用铆接工艺,但现如今已经出现了更为新颖的连接方式,其中,甚至有靠粘合剂装配而成的飞行器。在凯迪拉克CT6上,不少材料在进行铆接、螺接之前,同样进行了事先涂抹结构胶,然后再施以铆钉或螺丝,双管齐下,使车身结构更为牢固,同时,车内静音效果也会更好。据介绍,全车使用结构胶的地方,总长312米,而全钢车身用到结构胶的地方一般在20米到30米之间。

全自动——兼容性很强的焊接生产线
参观过多家汽车厂的焊接车间,人来人往,热火朝天,搬运、装件、操枪,火花四溅,景色壮观。走进凯迪拉克CT6的焊接车间,大多数工位上不见人影,只有一个个黄色的机器人手臂在忙碌着,除了螺接工位有撞击声之外,整个车间里几乎没有什么声音,一片寂静,就连焊接时必不可少的火花四射的辉煌画面,也极少见到。与印象中的焊接车间全然有别。原来,这是一家实现了车身连接技术100%自动化的车间,共有机器人386台。抓举部件、上装工位、焊前处理、涂抹结构胶、焊接或螺接或铆接、品质监控、成品传送,全靠这些机器人完成。工人只有30多位,负责车门与前后盖的安装、部分工位的上料以及设备维护。








当一辆汽车处于焊接完毕,尚未进行喷涂之时,是观察其结构的最佳时刻。此时的车身处于“全裸”状态,没有任何“杂质”的干扰,是名副其实的“坦诚相待”,比起我们在《车讯实验室》对车辆进行拆解之后的观察,要方便许多,全面许多。我们自然不会放过这个好机会。跟随着传送装置,准备离开焊接车间,准备前往喷涂车间时,我们按下“暂停”,仔细看看凯迪拉克CT6的结构。
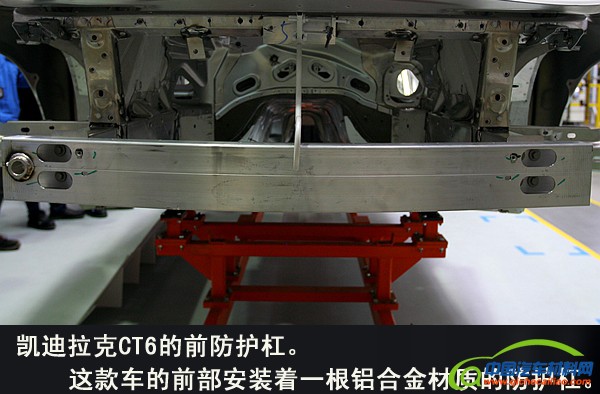
第一步:看看前防护杠。
这款车的前部安装着一根铝合金材质的防护杠。
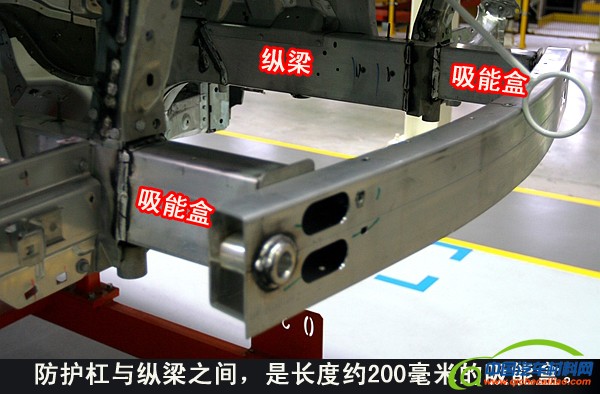

第二步:看看后防护杠。
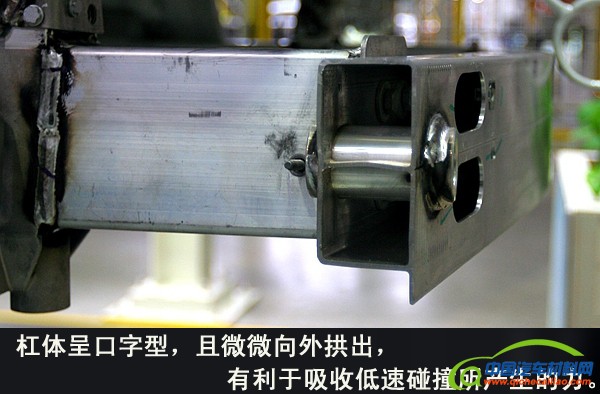
这款车的尾部同样安装着一根铝合金材质的防护杠。防护杠断截面呈日字形,微微向外拱出,与车体连接的地方,有吸能盒。对于来自后方的撞击,比如追尾,比如倒车时的不慎,如果力量轻微的话,靠杠体本身、或者是杠体+吸能盒联合溃缩,就能将撞击力量吸收,保护车身本体不受损。由于安装后防护杠是在总装车间,所以,下面这张图拍于总装线。
第三步:看看前后车门。
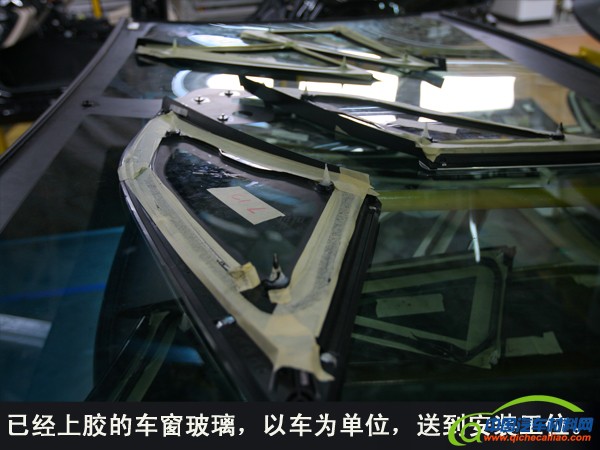
这款车的车门为整体结构。在车门制造中,主要有两种结构,第一是整体结构,也就是用整张板材冲压成型,再将内外板焊接在一起,形成车门。第二是拼装结构,这种结构的车门,玻璃车窗的窗框部分为数根金属条拼接在一起,焊接而成。毫无疑问,第一种结构比较废料,但整体性好,第二种结构节约成本。

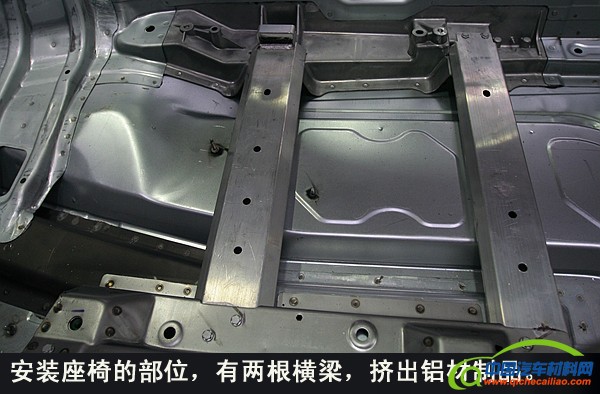

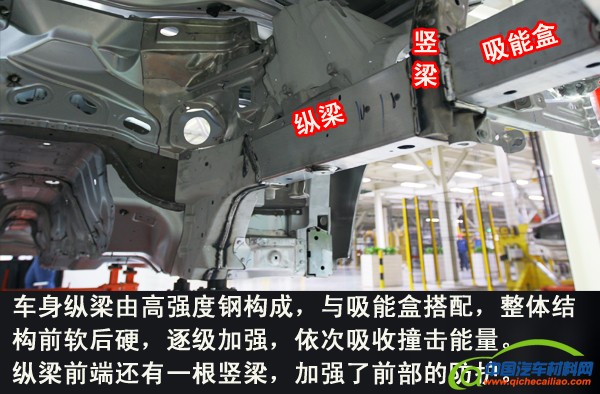
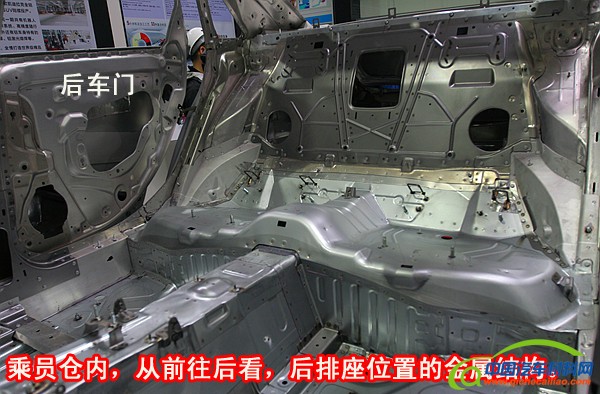
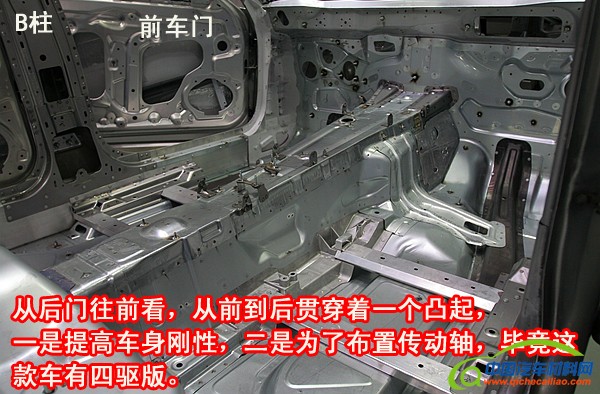
第四步:看看乘员仓结构。
乘员仓是汽车最为坚固的地方,一辆车中硬度最高的材料往往会用在这个区域内。即使遇到严重的撞击或翻滚,即使将前仓与后仓都牺牲掉,也得确保乘员仓不变形或较少变形。毕竟,人的安全最为重要。在这一点上,汽车设计师所考虑的问题,与众人的想象并不一致——有人认为汽车前后防护杠、前后梁应该最为坚硬,这样才算得上是安全。事实上,如果真要是以这种思想设计汽车,恐怕会有更多的人死在车里。因为,坚硬的防护杠和前后梁,会把撞击力度往后传,最终传进车厢,由车厢里的人员承受。这将是个非常可怕的局面。真正安全的汽车,必须要做到能够逐级吸收撞击能量,最终在能量抵达乘员仓之前吸收完毕。
看到这儿,对凯迪拉克CT6的结构、材质、工艺已经有了初步了解,接下来,我们前往喷涂车间,看看这款车的喷涂过程。
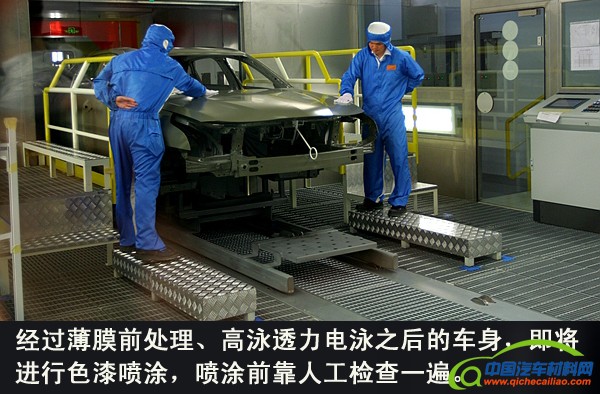
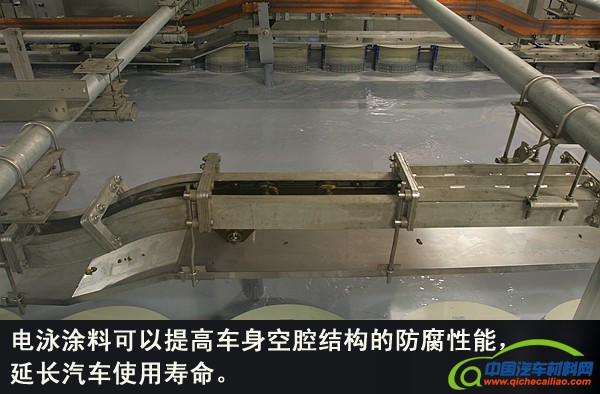
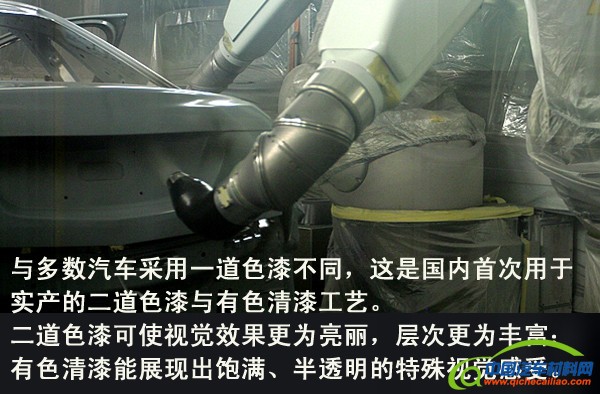
凯迪拉克CT6的车身喷涂——薄膜前处理、高泳透力电泳、二层色漆、有色清漆、液态可喷涂隔音垫等全球最先进技术。
所谓车身喷涂,就是从焊接车间把装配好的白车身拿过来,往上喷油漆。当然,这只是通俗的讲法。汽车的喷涂,与简单地刷油漆,有着天壤之别,它的过程比较复杂,因为,它必须要具备能够承受风吹日晒几十年的能力。
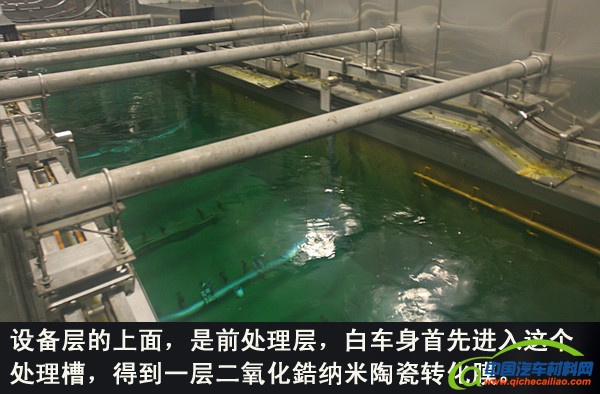
走进喷涂车间,依旧看不到人影,仿佛是个无人区。原来,喷涂车间犹如一艘轮船,采用的是立体布局,最底层是设备层,有数不胜数的管道和金属罐,再往上一层,是做前处理的地方,前处理所需的液剂,由底层提供。最高一层是喷涂面漆的地方。
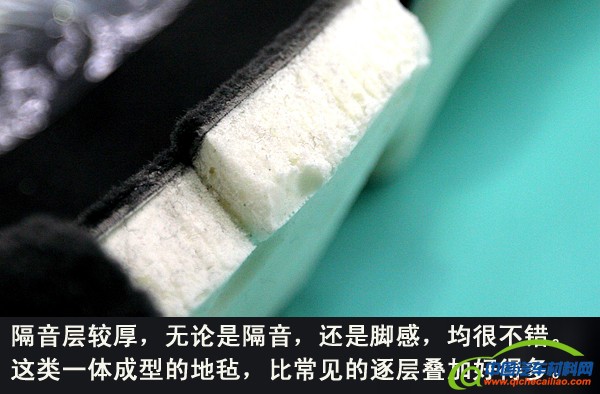
电泳工序完成后,白车身经过烘烤,送入阻尼垫喷涂工位。金属车身在行驶过程中,有些部位会产生共振,从而产生噪音,在研发阶段,工程师们通过一系列车身NVH测试(噪声、振动与声振粗糙度的英文缩写),找到振动源头,通过施加减振片消除振动,从而消除噪音。这个减振片亦称阻尼垫,多数汽车采用沥青制品的粘贴,虽然简单且成本低廉,但可能会带来车内空气污染的副作用。为了消除这个瑕疵,凯迪拉克CT6采用了喷涂法,将一种水性涂料喷涂到相应位置,即可得到相同的减振效果,并具备环保功效。
阻尼垫喷涂之后,车身被送往三层,进行最后的涂装。只有走到这里,才见到稀稀疏疏的几位工人。据介绍,整座喷涂车间共有112个机器人,实现了100%自动化喷涂。

喷涂完成后,车体再一次经过烘烤,涂装才算彻底完成。随后,被送入总装车间,进行所有零部件的装配,一辆汽车随即诞生。
凯迪拉克CT6的整车总装——柔性化生产线、关键扭矩追溯上传、最终检测线、智能物流系统。
喷涂完成后,车体被送到总装车间,首先拆下四个车门,在一条独立的装配支线上安装车门里的各种部件,车体则进入总装流水线,依次展开安装。偶尔看到某车与某车共线生产的报道,所谓共线,其中之一指的是总装线的兼容性,兼容性做得好,就能容纳很多车型在同一条流水线上组装。表面上看,似乎只是个尺寸问题,但真正的价值在于生产管理,毫无疑问,数字化管理手段,不仅是产量的保证,更是品质的保证。
装配汽车与冲压、焊接、喷涂不同,它目前尚无法做到百分之百由机器人完成,但在凯迪拉克CT6的这条总装线上,机械化程度相当高,且诸多重要工位的电动工具,比如,用于安装前后悬架、动力总成等处的电动工具,其工作参数由系统管理,每次拧紧一个螺栓之后,工作数据都会传到后台储存,对于整车的品质控制来说,这一步骤是必不可少的。毕竟,汽车的螺栓都有扭矩设定,并非是单纯的拧紧即可。
拆掉车门之后的车体,安置在一个可升降的托盘上,托盘随着传送带徐徐向前行走。托盘之所以设计成可升降,为的是提高工作效率,降低劳动强度。当安装不同部位的零部件时,托盘可以自动升高或降低,使工人能以理想的姿态完成工作。














综观整个工厂,最大的感受是自动与环保。无处不在的自动化生产,将人员操作可能产生的误差与疏忽,彻底杜绝,从根本上确保了产品的一致性,从而保证了品质;诸多工艺的环保作用,与诸多工位上的环保设计,虽然是车主无法体会到的,但却是工业制造的发展趋势,对此漠不关心的工厂,迟早会被淘汰。
日落西山,参观结束,走出金桥工厂,颇为感慨。感慨之一,参观过数家汽车厂,大都是坐在电瓶车上,飞驰而过,像今天这样如此慢步细看,随意拍照,还真不多见。也许,这是一种靠实力所产生的自信。感慨之二,每次在《车讯实验室》做解析,都是把车一点点拆开,但基本上局限于拆解饰板,车身结构如果也拆开,整个车也就报废了。如果每次都能像今天这样,从一个个部件的焊接开始观察,对于整车就会有一个全面且充分的认知。在这种基础上解析汽车,就会胸有成竹,而不仅仅是空洞地泛泛而谈。
忽然想到,如果车主买车之前,也能这样走一圈,对于最后的决定,能起到很好的辅助作用。当然,这个愿望多少有些不切实际,如果您想了解凯迪拉克CT6,又无法亲临工厂的话,我们已经替您走了,并为您写出了这篇文章。