


【汽车用钢】采用先进高强度钢(AHSS)的大批量汽车车身结构具有低成本、轻量化、高强度以及有竞争力的生命周期和可持续性特性的潜力。减少汽车车身结构中零件的数量可以进一步降低成本、减轻重量并提高可持续性,同时又不影响性能。
WorldAutoSteel的最新工程示范项目 Steel E-Motive提供了一种全新的车身结构概念。车身结构设计采用的零部件和子组件通过采用液压成型和拼焊板等制造方法,结合最新的AHSS牌号(如压硬/热成型和第三代/残余奥氏体牌号,Press Hardened/Hot Formed and 3rd generation/Retained Austenite grades),减少了单个零件(即冲压件)的数量。
集成多个车身结构部件可提高材料利用率(减少废料),从而降低成本和重量,提高结构性能并减少生命周期温室气体。以下是应用于Steel E-Motive概念设计的钢制结构部件集成的一些示例:
通过液压成型 B 柱和 D 柱进行部件集成
管材液压成型利用内部压力使管材膨胀到模腔内,从而形成复杂的几何形状。最终形成一个没有焊接法兰的管状部件,与由多个部件制造(即焊接)的部件相比,该部件具有均匀的特性,且整体强度和刚度更高。液压成型部件的材料利用率高(废料少),具有良好的成本和重量效率。Steel E-Motive 车身结构采用了管材液压成型的B柱和D柱。
B 柱
B 柱是主要结构构件之一,在发生高速侧面碰撞时保护车内乘员和动力电池。碰撞模拟表明,Steel E-Motive SEM1 车辆有可能获得 IIHS“良好”(最高)侧面碰撞评级,并且在发生碰撞时电池得到良好保护。Steel E-Motive B 柱位于前后侧盖的闭合边缘。在发生高速侧面碰撞时,B 柱截面轮廓可确保两个 B 柱变形、接触并结合,形成有效的箱形截面,以对侧面碰撞载荷作出反应,从而最大限度地减少侵入。
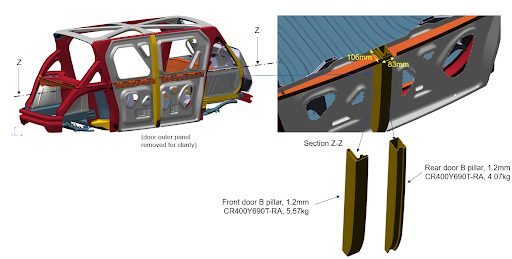
紧凑高效的截面轮廓可实现重叠和互锁功能,并最大化窗户尺寸,从而提高乘客的可视性。管材液压成型可实现这种复杂的几何轮廓。B 柱选用了 TRIP690 (CR400Y690T-RA) 级 AHSS。其高屈服强度和 UTS 强度可实现侧面碰撞性能,高达 25% 的伸长率可实现复杂的几何轮廓。
钢制 E-Motive B 柱的液压成型管方法实现了集成零件解决方案,与冷冲压和点焊设计相比,成本和重量节省了 10-15%。
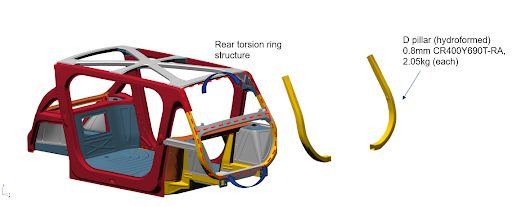
D 柱
D 柱是后扭力环结构的组成部分,对白车身结构的静态和 NVH 扭转刚度有显著贡献。Steel E-Motive BIW 的液压成型 D 柱是零件效率和集成度的另一个例子,具有成本、重量和性能优势。
管材液压成型 D 柱有效地将 2 到 3 个冷冲压和点焊部件集成到无凸缘的单个部件中,从而实现更高的整体刚度、更高的材料利用率和更好的整体性能。
来源:AHSS Insights blog 作者:Neil McGregor,Ricardo系统集成首席工程师。
汽车材料网翻译整理 转载请标注来源



