图源:中国长安汽车集团
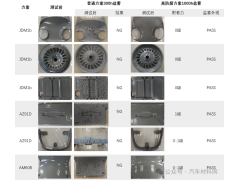
值得一提的是,相比传统分体式副车架需经过铸造、焊前CNC加工、焊接、焊后CNC精修及装配等多道工序,各环节公差叠加可达1.2mm。长安重庆底盘分公司铝合金整体式低压铸造副车架创新采用整体式低压铸造工艺,通过一体化成型设计,彻底省去焊接环节,从根源上规避了焊接变形风险。在0.3-0.5MPa的稳定压力下完成金属液充型,结合模具专家的精密控制,使产品内部气孔率低于0.05%。基于拓扑优化算法设计的加强筋网络,在实现减重的同时提升了抗扭刚度,完美兼顾轻量化与安全性能。
 |
图源:中国长安汽车集团
值得一提的是,相比传统分体式副车架需经过铸造、焊前CNC加工、焊接、焊后CNC精修及装配等多道工序,各环节公差叠加可达1.2mm。长安重庆底盘分公司铝合金整体式低压铸造副车架创新采用整体式低压铸造工艺,通过一体化成型设计,彻底省去焊接环节,从根源上规避了焊接变形风险。在0.3-0.5MPa的稳定压力下完成金属液充型,结合模具专家的精密控制,使产品内部气孔率低于0.05%。基于拓扑优化算法设计的加强筋网络,在实现减重的同时提升了抗扭刚度,完美兼顾轻量化与安全性能。