【汽车材料网】热成形技术(Hot Stamping)作为汽车工业的“骨骼强化术”,通过将高强度钢材在高温下塑性变形并急速冷却,实现强度与塑性的完美平衡。其应用已从高端车型下沉至主流市场,成为现代车身安全设计的核心技术。本文以具体应用场景为切入点,解析热成形技术的工程实现与创新突破。
一、核心应用场景与性能提升
1. 乘员舱防护框架(Safety Cage)
-
A柱/B柱加强件:
-
特斯拉Model 3采用1.8mm厚热成形钢A柱,抗弯刚度提升40%,IIHS 25%偏置碰撞评级从"Marginal"升至"Good"
-
沃尔沃XC90的B柱三层热成形钢结构(1500-2000MPa梯度强度),侧碰侵入量减少35%
-
-
车顶横梁:
-
蔚来ET7车顶6根热成形钢横梁,顶压强度达10倍车重(行业标准4倍),满足美标FMVSS 216a
-
2. 底盘抗冲击结构
-
门槛梁(Rockers):
-
大众ID.4热成形门槛梁与电池包框架集成设计,底部刮擦防护力提升300%,通过50km/h柱碰测试
-
采用激光拼焊板(TWB)技术,厚度从1.4mm渐变至2.3mm,减重15%
-
-
前纵梁吸能盒(Crash Box):
-
丰田凯美瑞前纵梁采用局部退火工艺,前端500MPa吸能区+后端1500MPa刚性区,碰撞力衰减效率提升22%
-
3. 新能源车专属应用
-
电池包防护结构:
-
比亚迪海豹CTB技术中,热成形钢制电池上盖集成于车身地板,扭转刚度达40,500Nm/°,媲美百万级豪车
-
小鹏G9电池舱框架使用22MnB5热成形钢,抗挤压强度>200kN(国标要求100kN)
-
-
氢燃料车特殊防护:
-
现代NEXO氢罐支架采用抗氢脆热成形钢(H-STAMP),在70MPa氢环境下强度衰减<3%
-
二、技术创新与工艺突破
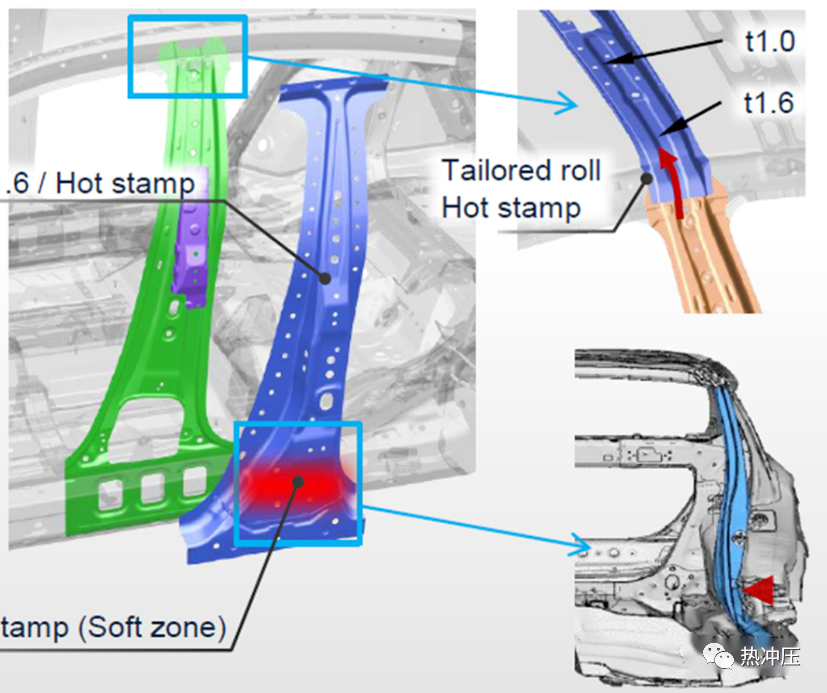
1. 梯度强度控制技术
-
激光选区退火(Tailored Tempering):
-
奥迪A8车门防撞梁通过3000W光纤激光器在零件表面制造"软区",实现1500MPa→800MPa连续强度梯度
-
碰撞吸能效率提升45%,侧碰测试假人胸部压缩量降低28%
-
2. 多材料复合结构
-
钢铝混合B柱:
-
大众ID.7采用外层1.5mm热成形(2000MPa)+内层2.0mm铝合金(600MPa)复合结构,重量减轻18%
-
通过摩擦元素焊接(FEW)实现异种材料连接,接头强度达母材90%
-
3. 智能化生产系统
-
数字孪生质量控制:
-
宝马莱比锡工厂在热成形线部署西门子Process Simulate系统,实时比对虚拟/实际零件形变数据
-
模具补偿算法将回弹误差从±0.5mm降至±0.15mm,材料利用率提升至92%
-
三、典型车型技术解析
案例1:特斯拉Model Y
-
后底板集成设计:
-
将传统14个热成形零件整合为1个一体式压铸件+3个热成形加强件
-
车身扭转刚度提升50%,生产线占地面积减少30%
-
案例2:吉利银河E8
-
SEA架构安全设计:
-
全车热成形钢占比24%,重点应用于25个碰撞传力路径关键节点
-
中保研碰撞测试获全G评级,正面碰撞能量吸收率达85%
-
案例3:福特F-150 Lightning
-
电动皮卡强化方案:
-
在传统燃油版基础上新增4组热成形钢电池防护梁
-
通过IP69K防水测试,可承受1吨瞬时冲击载荷
-
四、产业链协同发展
1. 材料端突破
-
安赛乐米塔尔Usibor®2000铝硅镀层钢:抗氧化温度提升至950℃,加热炉寿命延长3倍
-
宝钢BS1500H新型热成形钢:碳含量降至0.15%,点焊性能提升40%
2. 装备技术升级
-
舒勒PCH-flex热成形线:支持0.7-3.0mm板厚混线生产,切换时间<5分钟
-
AP&T智能模具系统:集成200+温度/压力传感器,冷却速率控制精度达±2℃/s
3. 环保工艺革新
-
蒂森克虏伯氢能加热炉:采用绿氢燃烧,每吨零件CO₂排放从300kg降至50kg
-
水溶性脱模剂:VOC排放减少90%,模具清洁周期延长至10万冲次
五、未来应用方向
-
拓扑优化+热成形:基于AI算法的轻量化设计,如奔驰EQXX概念车减重20%
-
热成形与压铸融合:特斯拉将热成形门槛梁与一体化压铸前底板结合,减少焊点600个
-
跨行业技术移植:航天领域快速冷却技术(100℃/s级冷却)的汽车化应用
数据透视:据S&P Global统计,2023年单车热成形零件用量达18kg(2015年仅5kg),在新能源车上这一数字更是突破25kg。随着2000MPa级钢材量产和工艺成本下降,预计到2028年全球热成形市场规模将突破300亿美元。