【汽车碳纤维】目前在汽车工业中,随着油耗和排放法规的加严,汽车减重成为OEM面临的重要问题。纤维增强复合材料,特别是碳纤维复合材料的应用,可在实现轻量化的同时提升耐撞性。目前,碳纤维复合材料已被广泛应用于各种汽车零部件,如引擎盖、保险杠、车顶等。
汽车的碰撞安全性要求越来越严格,其中就包括侧面碰撞的安全性。当车辆发生侧面碰撞时,即使碰撞能量很低,乘客也可能会受到严重伤害。其主要原因为:汽车车架和乘客之间的距离太近,且只有很少的侧面部件能够吸收碰撞能量。在侧面碰撞中,B柱是乘员保护最重要的部分,B柱的设计通常需要具有较好的能量吸收性。因此,侧面碰撞的耐撞性通常通过碰撞后B柱的变形程度来评估。B柱常用的高强度钢等金属材料具有较高的强度和刚性,但已无法满足日益严格的安全法规和轻量化需求。因此,碳纤维复合材料等轻质材料在车身碰撞结构件中备受关注。
本研究采用CFRP材料替代B柱中的钢制加强筋,制造了钢/碳纤维混合材料B柱,在减重的同时,提升其侧碰安全性。考虑到重量、成本和抗冲击性,使用有限元方法(FEM)确定了CFRP的铺层厚度,优化了CFRP的铺层角度。采用等效静载荷方法(ESLM)进行工艺优化,CFRP材料的B柱组件采用树脂传递模塑(RTM)制造,然后与其他组件组装在一起。最后,通过落球试验评估其抗冲击性能。
02 有限元模型
2.1 常规钢制B柱
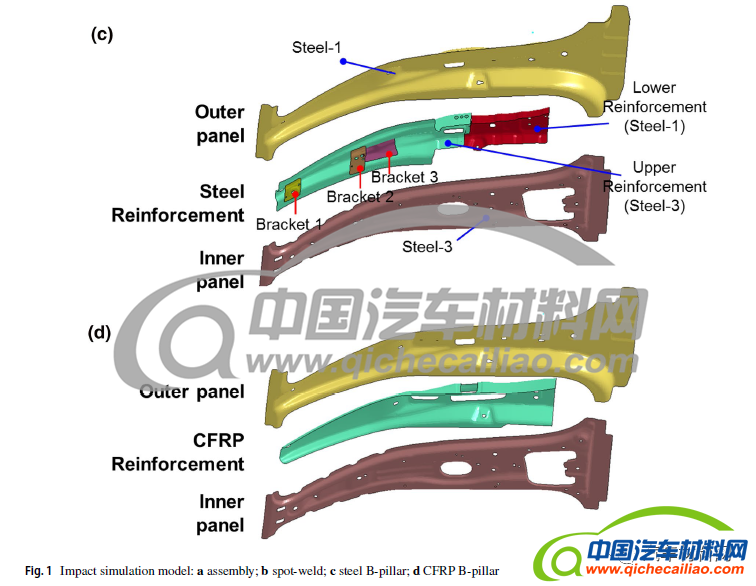
使用LS-DYNA进行有限元分析以评估耐撞性,并通过落球试验进行测试。汽车用钢制B柱模型如图1a-c所示,组件包括B柱、车顶梁和门槛梁。如图1c所示,B柱由外板、内板和加强筋组成。加强筋分为两个部分(绿色和红色部分),并通过三个连接件组装。B柱组件的所有组件都通过点焊进行连接(图1b)。三种钢材的机械性能如表1所示,出于商业技术的保密要求,这里没有给出详细的材料牌号。
2.2 CFRP B柱
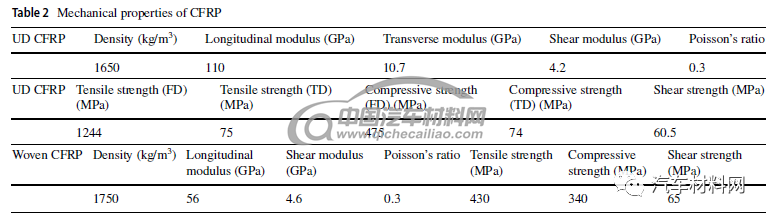
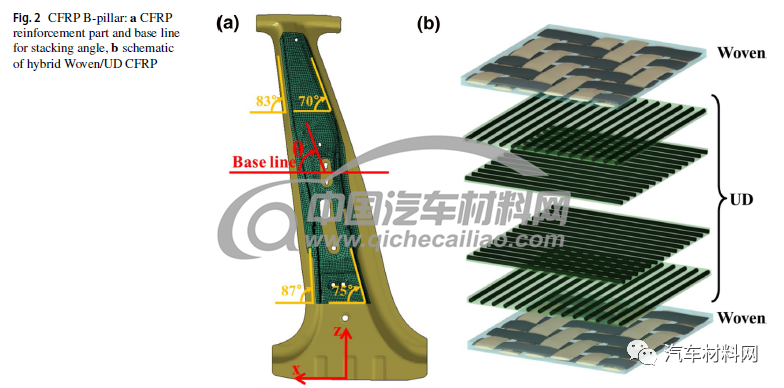
CFRP B柱的开发旨在代替传统的钢制B柱,以减轻重量,同时提高冲击性能。如图1d所示,在B柱组件中,用CFRP材料代替了钢制加强筋。CFRP加强筋一体成型,仅有一个部件,通过胶粘剂粘接到外板上。对于CFRP加强筋的建模,使用外面板的几何形状,并考虑了外面板上孔的位置,在具有3221个shell单元的零件几何体上生成了网格,如图2a所示。然后,在LSDYNA中对层压复合材料进行模拟,研究每层的厚度和铺层角度。通过纤维轴向(FD)和横向(TD)的机械性能来研究碳纤维复合材料的各向异性。CFRP的机械性能如表2所示。
2.3 侧面碰撞模拟
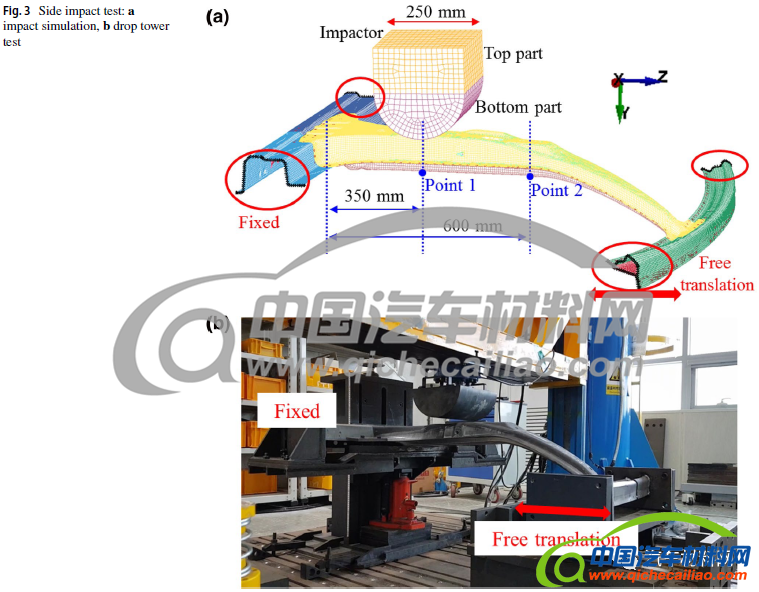
如图3a所示,对钢和CFRP B柱进行了模拟,并比较它们的抗冲击性能。按照相关测试标准,使用直径为250mm、总质量为400kg的半球形冲击器,冲击速度设定为6.261m/s。根据势能和动能之间的等效关系,自由落体试验中的冲击能量为7840J,高度为2m,如下式所示:
其中m、g、h和v分别是冲击器的质量、重力加速度、自由落体的高度和冲击速度。如图3a所示,冲击器被建模为两个独立部分的钢制实体。底部部分的质量为59千克,在撞击器的上部增加了341千克的质量,以与测试设备的总质量相符。碰撞位置距B柱边缘350毫米(图3a),这是车祸中常见的碰撞位置之一。当B柱被冲击器碰撞时,测量B柱的变形曲线和冲击载荷。
03 CFRP B柱加强筋设计
3.1 CFRP厚度的确定
与钢制B柱相比,CFRP B柱设计为在撞击后将B柱的最大变形降低25%,同时将加强筋的重量减少60%。对碳纤维复合材料的铺层设计进行模拟,如图2b所示,底层和顶层选择了编织CFRP,而其他层则使用了单向(UD)CFRP。外层为编织层,提供了较大的稳定性,可防止UD复合材料横向的机械不稳定。内层使用UD复合材料,成本较低,且可通过优化铺层方向来达到所需的机械强度。铺层按照[45°w,-45°ud,45°ud]s,[45°w,-45°ud,45°ud,-45°ud]s和[45°w,-45°ud,45°ud,-45°ud,45°ud]s进行模拟,其中w和ud分别代表编织CFRP和单向CFRP。如图2a所示,在考虑耐撞性和重量因素确定厚度后,优化铺层顺序。
3.2 通过ESLM优化铺层角度
复合材料由于其正交各向异性而表现出不同的机械性能,具体取决于铺层的角度。因此,应优化CFRP加强筋的铺层角度,以最大程度地提高冲击性能。设计目标是使B柱在撞击后的变形最小。选择内部面板上的两个点(图3a中的点1和点2)的变形作为测量标准。点1和点2分别位于距B柱边缘350和600 mm处。变量设置为每个层的铺层角度,同时应用对称层压条件的约束和间隔为5°的离散变量。因此,建立铺层顺序优化的数学公式如下:
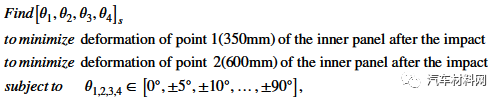
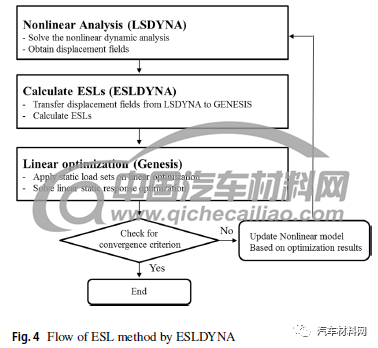
其中θi是每一层的铺层角度。为了对动态影响进行优化,采用了ESLM算法,其具体流程如图4所示。
04 实验
4.1 力学性能测试
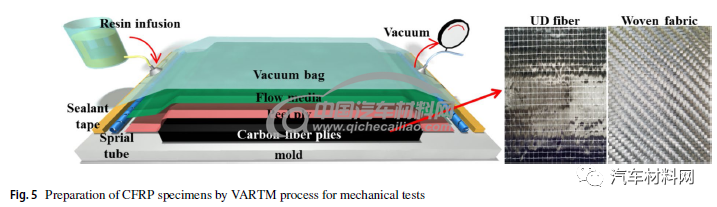
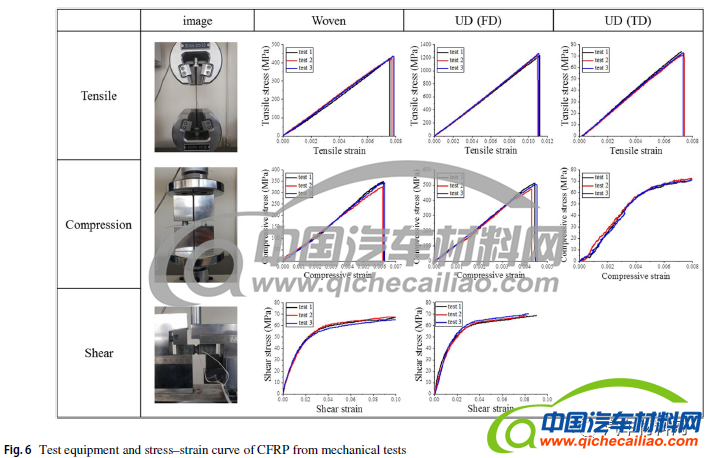
测试CFRP的机械性能(包括拉伸、压缩和剪切性能),以进行冲击性仿真和优化。样品是通过真空辅助传递树脂模塑(VARTM)工艺制造的,该工艺也用于制造B柱产品(图5)。使用了双向(0°/90°)斜纹编织的碳纤维织物和单向(UD)碳纤维复合材料(法国CHOMARAT)。树脂使用KUKDO Chemical的产品(环氧树脂,固化剂分别为KFR-123和KFH-163)。采用VARTM工艺的具体过程如图5所示。分别对试样进行拉伸、压缩和剪切试验,如图6。然后再按上述标准进行冲击模拟测试。
4.2 CFRP B柱的制作
基于上述确定的设计参数,制造了CFRP B柱。制造过程如图7a所示,制成的加强件如图7b所示。用砂纸对进行抛光,然后用胶水粘合并固化。采用环氧型胶水(Ashland Inc.)进行CFRP和钢的粘合。粘接后,将外板部分与其他组件(如内面板、车顶和门槛)通过点焊连接,最终组件如图7b所示。

4.3 落球测试
在与仿真模拟中使用的相同条件下,对钢制B柱和CFRP B柱进行落球测试。使用图3b中的落球试验机,将冲击器从2m的高度掉落,冲击速度为6.261m/s。从而获得冲击过程中的力-位移曲线。
05 结果与讨论
表3给出了不层数复合材料组件的重量和相对于钢制部件的减重率。可以看到,所有CFRP加强筋案例的重量都比钢制筋轻两倍以上。6层和8层的厚度成为设计的候选方案,其满足与钢相比,增强材料的重量减少60%的要求。
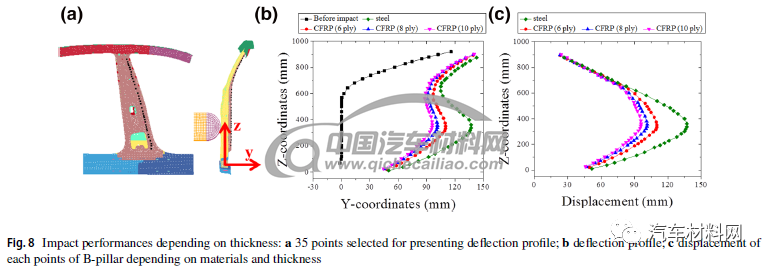
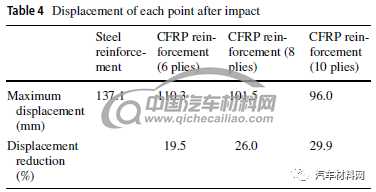
通过比较不同层数的情况来研究厚度的影响,然后通过考虑B柱的重量和挠度曲线确定厚度。B柱的挠曲曲线和冲击后的位移如图8和表4所示,由图可知,所有CFRP shell单元的位移均小于钢,并且挠度随厚度的增加而减小。与钢相比,8层CFRP的最大位移降低了28.2%,而6层CFRP的最大位移降低了21.7%,因此,确定铺层厚度为8层。其中,外层为两个碳纤维编织物复合材料层,内层有六个UD碳纤维复合材料层。
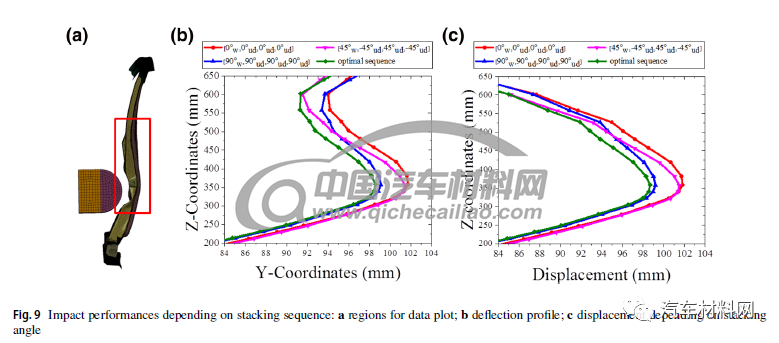
ESLM产生的最佳铺层方向为[85°w,85°ud,90°ud,75°ud] s,将其与初始铺层方向([45°w,-45°ud,45°ud,-45°ud] s)进行比较,如图9b、c所示。此外,还比较了[0°w,0°ud,0°ud,0°ud] s和[90°w,90°ud,90°ud,90°ud] s的铺层方向。尽管铺层方向对材料性能的影响小于厚度,但也可以观察到明显差异。值得注意的是,即使CFRP增强部件的重量仅为B柱总重量的13.2%,在不同的铺层方向也观察到了冲击后位移的很大差异。最终优化结果显示,纤维方向应沿B柱的倾斜方向排列,倾斜角度相对于水平轴约为70°至87°,如图2a所示。当纤维方向沿B柱方向倾斜时,B柱的抗弯强度可能会沿其方向增加,从而导致B柱所有位置的抗冲击性较高。这意味着为了优化铺层方向,应详细考虑设计区域的撞击条件和部件的几何形状,目前0°、90°和45°等的简单且常见的方向已在复合材料汽车部件的设计中广泛应用。
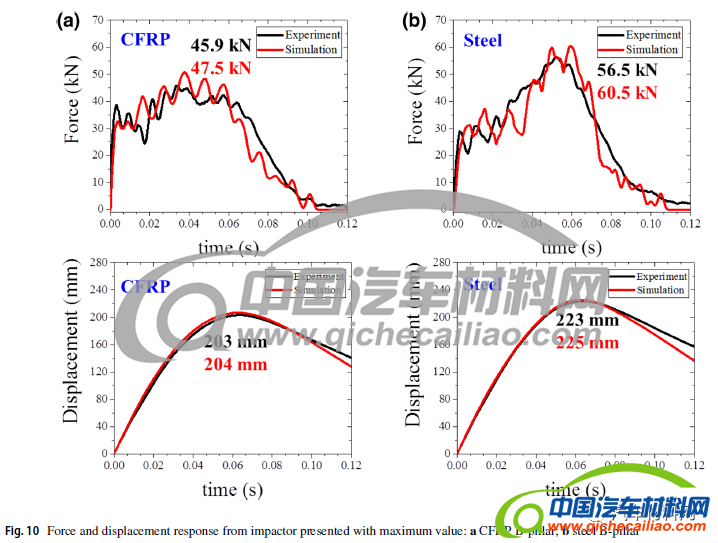
为了验证FEM的设计结果,进行了落球测试,结果如图10所示。仿真结果与测试结果较为相似,钢B柱的最大力和位移要大于CFRP B柱。此外,如图11a所示,测试中的B柱变形情况与仿真模拟结果具有较高的一致性。但是,如图11b所示,制造过程中使用粘合剂将外板和增强材料粘合在一起,而测试后其出现了剥离。但是,仿真模拟中的粘合被认为是完美结合的,没有发生剥离。
通过仿真和实际测试结果的比较,证明了仿真模型的可靠性和CFRP优异的耐冲击性。我们可以得出结论,即使仅将重量比为总重量的13.2%的一部分B柱加强筋材料由钢材替换为CFRP,其耐撞性也得到了显着提高。这意味着如果将其他组件替换为CFRP,则可以进一步提高冲击性能。同时,研究结果表明,可以通过有限元模拟成功地完成包括B柱在内的汽车结构设计,并且CFRP材料在减小重量的同时也可以大大提高汽车的冲击性能。

06 结论
本研究对CFRP B柱进行了优化设计,较传统钢制B柱减轻了重量且提高了耐撞性。同时,通过落球测试来表征汽车B柱的侧面抗冲击性。通过有限元模拟对碳纤维复合材料的厚度和铺层方向进行设计。考虑到重量和耐撞性,最终层数确定为两个碳纤维编织层和六个碳纤维UD层的8层结构。优化了8层的铺层方向,最终为[85°w,85°ud,90°ud,75°ud]s,获得了出色的防撞性能。采用VARTM工艺等制造了CFRP B柱,并进行了落球试验,结果表明:与钢B柱相比,CFRP B柱表现出更好的耐撞性,且测试结果与仿真模拟结果具有较高的一致性。